Ang forevacuum at high-vacuum pumping ng kamara ay maaaring gawin sa parehong manu-mano at awtomatikong mga mode. Ang mga pangunahing problema sa ekonomiya ng lipunan: ano ang gagawin? paano gumawa? para kanino magbubunga?; kanilang solusyon sa iba't ibang sistema ng ekonomiya
Pagbomba sa fore-vacuum at mataas na vacuum sa manual mode:
10.2.1. I-on ang foreline pump " NL1", pindutin ang kaukulang button sa LCD screen. Buksan ang balbula" VP1" Ang kontrol sa presyon ay isinasagawa gamit ang isang pressure transducer PMT6-3M-1 " PT1"PT1" sa LCD screen ay liliwanag sa berde).
10.2.2. Lumikas sa silid sa forevacuum sa pamamagitan ng bypass valve " VP3" Buksan ang balbula" VP3» - pindutin ang kaukulang button sa LCD screen. Ang kontrol sa presyon ay isinasagawa gamit ang isang Pirani 972B pressure transducer " PT3/PM1": biswal sa pamamagitan ng isang elemento sa LCD screen (kung ang kinakailangang pre-vacuum ay magagamit (o naabot) sa system, ang indicator " PT3/PM1
10.2.3. Magsagawa ng fore-vacuum pumping ng turbomolecular pump " NR1" Isara ang balbula" VP3" Buksan ang balbula" VP2" Ang kontrol sa presyon ay isinasagawa gamit ang isang pressure transducer " PT2": visually sa pamamagitan ng elemento sa LCD screen (kung ang kinakailangang pre-vacuum ay magagamit (o naabot) sa system, ang indicator " PT2» sa LCD screen ay magiging berde.
10.2.4. Magbigay ng tubig upang palamig ang turbomolecular pump. Pindutin ang " " na buton.
10.2.5. Simulan ang turbomolecular pump " NR1" Upang gawin ito, kailangan mong i-on ang turbomolecular pump - pindutin ang pindutan sa LCD screen NR1" Ang oras ng pagpapatakbo ng bomba ay humigit-kumulang 3 minuto. Ang kontrol sa output ng pump sa mode ay isinasagawa gamit ang indicator sa "AST 600TN" power supply at biswal sa LCD screen: elemento " NR1» ay iha-highlight sa berde.
10.2.6. Magsagawa ng high-vacuum pumping ng vacuum manifold " CV1" Buksan ang vacuum seal" VT1"(mag-click sa kaukulang elemento sa LCD screen), buksan ang throttle valve " DT1bukasPT3/PM1": biswal sa pamamagitan ng isang elemento sa LCD screen (kung ang kinakailangang pre-vacuum ay magagamit (o naabot) sa system, ang indicator " PT3/PM1" sa LCD screen ay liliwanag sa berde) o sa pamamagitan ng PDR900/2 power supply at display unit.
Pagbomba sa fore-vacuum at mataas na vacuum sa awtomatikong operating mode:
Upang maisagawa ang proseso ng pumping sa para. at mataas na vacuum sa awtomatikong operating mode, kailangan mong pindutin ang " " button sa LCD screen (ang inskripsyon " manu-manong mode"ay babaguhin sa inskripsiyon" auto mode»).
Ang supply ng compressed air sa mga pneumatic device ng pag-install ay awtomatikong magaganap (button " COMPRESSED HANGIN» ay iha-highlight).
Awtomatikong i-on ang fore-vacuum pump " NL1", bubukas ang balbula " VP1PT1"PT1" ay magliliwanag na berde)).
Awtomatikong ibobomba palabas ang kamara sa forevacuum sa pamamagitan ng bypass valve " VP3": bumukas ang balbula " VP3" Ang kontrol sa presyon ay awtomatikong isinasagawa gamit ang Pirani 972B pressure converter " PT3/PM1"(sa LCD screen (kung ang kinakailangang pre-vacuum ay magagamit (o naabot) sa system, ang indicator " PT3/PM1" ay magliliwanag na berde)).
Ang forevacuum pumping ng turbomolecular pump ay awtomatikong isasagawa. NR1": nagsasara ang balbula " VP3", bubukas ang balbula " VP2" Ang kontrol sa presyon ay awtomatikong isinasagawa gamit ang pressure converter PMT6-3M-1 " PT2"(sa LCD screen (kung ang kinakailangang pre-vacuum ay magagamit (o naabot) sa system, ang indicator " PT2" ay magliliwanag na berde)).
Awtomatikong ibibigay ang tubig para palamig ang turbomolecular pump. Magsisimula ang turbomolecular pump " NR1».
Matapos pumasok ang pump sa mode (ang kontrol ng pump entering mode ay isinasagawa gamit ang indicator sa power supply unit na "AST 600TN" at biswal sa LCD screen: elemento " NR1» ay mai-highlight sa berde), ang awtomatikong operating mode ay lilipat sa manu-mano (ang inskripsyon sa itaas ng pindutan « »« auto mode"ay babaguhin sa inskripsiyon" manu-manong mode»).
Nagtatrabaho sa isang Ion Source
10.3.1. Sa pangunahing menu, piliin ang " Proseso ng sputtering».
10.3.2. Paganahin ang pag-ikot ng produkto. Mag-click sa pindutang "". Ang mensahe " umiikot ang mga produkto».
10.3.3. Iposisyon ang mga produkto na may kaugnayan sa pinagmulan ng ion. Itakda ang carousel sa orihinal nitong posisyon: ang produkto No. 1 ay matatagpuan sa tapat ng pinagmulan ng ion (ang marka ay makikita sa pamamagitan ng viewing window), ang produkto No. 7 ay matatagpuan sa ilalim ng magnetron. Dapat mong pindutin ang button na “ ” para itakda ang inisyal na posisyon ng carousel (ang LED sa itaas ng button ay sisindi), at ang “ ” button ay magpapakita ng inskripsyon “ hakbang 1».
10.3.4. Mag-inject ng gas (argon) sa pinagmumulan ng ion. Buksan ang manu-manong balbula (na may pressure reducer) sa gas cylinder (argon), itakda ang halaga ng presyon ng gas. Gamit ang pressure regulator " WF1» (na matatagpuan sa "linya ng gas") itakda ang halaga ng presyon ng gas, na dapat ay dalawang beses na mas mababa kaysa sa halaga ng presyon na nakatakda sa reducer ng silindro ng gas (argon).
FG1
VE1" Siguraduhin na ang throttle valve" DT1" ay bukas (mag-click sa kaukulang elemento sa LCD screen, ang inskripsyon " bukas"). Ang kontrol sa presyon ay isinasagawa gamit ang isang Pirani 972B pressure transducer " PT3/PM1" FG1» « ».
10.3.5. Magbigay ng tubig upang palamig ang pinagmumulan ng ion. Sa pangunahing menu, piliin ang " Sistema ng paglamig", buksan ang mga balbula " KAMI3W3
10.3.6. Buksan ang flap sa ibabaw ng mga produkto. Upang gawin ito, i-click ang pindutan " kontrol ng damper"(i-click ang inskripsiyon " sarado ang dampergumalawbukas ang damper».
10.3.7. Ilapat ang kapangyarihan sa ion source unit. Mag-click sa mga pindutan " Pinagmumulan ng ion" Ang isang window para sa pagtatakda ng mga parameter ng pinagmulan ng ion ay lilitaw sa screen.
10.3.8. Magtakda ng mga parameter para sa proseso ng paglilinis ng ion. Itakda ang kasalukuyang (saklaw ng 0 hanggang 300 mA).
10.3.9. Isagawa ang proseso ng paglilinis ng ion (pindutin ang " KASALUKUYAN", at ito ay magliliwanag).
| TANDAAN: Kapag gumagana ang power supply ng ion source, ang numero ng produkto na "1" ÷ "8" (ang kasalukuyang nakatayo sa tapat ng pinagmulan ng ion) ay lalabas sa LCD screen, at sa tapat ng numero ay magkakaroon ng LED (isang indicator na nagpapakita na ang produktong ito ay naproseso, at ang display na ito ay hindi tunay na pagkilos, ngunit isang pahiwatig sa operator). Alinsunod dito, pagkatapos mag-apply ng "CURRENT", ang indicator sa tabi ng product number No. 1 o No. 2 o ... No. 8 ay sisindi (ang indicator signals (prompts) na isinagawa / isinasagawa ng operator / ay isasagawa ang proseso ng paglilinis ng ion ng produktong ito). Kung sa ilang kadahilanan ang proseso ay hindi nakumpleto ng operator (ang produktong ito ay hindi nalinis ng operator), kinakailangan na i-reset ang indicator: patayin ang power supply, i-reset ang indicator (pindutin ito at hawakan ng ilang minuto, ang lalabas ang indicator). Sa pagkumpleto ng pagproseso ng lahat ng mga produkto, kinakailangan na i-reset nang manu-mano ang lahat ng mga tagapagpahiwatig (pindutin ang mga ito at hawakan ang mga ito ng ilang minuto, isa-isa, ang mga tagapagpahiwatig ay lalabas). |
10.3.10. Sa pagkumpleto ng proseso ng paglilinis ng ion ng produkto No. 1, dapat mong pindutin ang " KASALUKUYANPinagmumulan ng ion"(Ang unit ay mawawalan ng lakas). Itigil ang pag-ikot ng produkto (pindutin ang pindutan ng " "; ipapakita ng pindutan ang " pag-ikot ng mga produkto"). Magsagawa ng pagpoposisyon. Mag-click sa pindutang "".
Susunod, isagawa ang proseso ng paglilinis ng ion ng susunod na produkto sa pamamagitan ng pagpindot sa pindutan " KASALUKUYANPinagmumulan ng ion
10.3.11. Sa pagkumpleto ng proseso ng paglilinis ng ion ng lahat ng kinakailangang produkto, patayin ang yunit at pindutin ang " Pinagmumulan ng ion"(Ang unit ay mawawalan ng lakas).
Itigil ang supply ng gas, isara ang balbula " VE2", ayon sa RRG-10, itakda ang daloy ng gas sa 0%. Lumikas sa mataas na vacuum. Ang kontrol sa presyon ay isinasagawa gamit ang isang Pirani 972B pressure transducer " PT3/PM1" o gamit ang PDR900/1 power supply at display unit.
Simulan ang proseso ng magnetron sputtering.
Nagtatrabaho sa magnetrons
10.4.1. Paganahin ang pag-ikot ng produkto. Mag-click sa pindutang "". Ang mensahe " umiikot ang mga produkto».
10.4.2. Iposisyon ang mga produkto na may kaugnayan sa magnetron.
Itakda ang carousel sa orihinal nitong posisyon: ang produkto No. 1 ay matatagpuan sa tapat ng pinagmulan ng ion (ang marka ay makikita sa pamamagitan ng viewing window), ang produkto No. 7 ay matatagpuan sa ilalim ng magnetron. Dapat mong pindutin ang button na “ ” para itakda ang inisyal na posisyon ng carousel (ang LED sa itaas ng button ay sisindi), at ang “ ” button ay magpapakita ng inskripsyon “ hakbang 1».
10.4.3. Mag-inject ng gas (argon) sa vacuum chamber. Buksan ang manu-manong balbula (na may pressure reducer) sa gas cylinder (argon), itakda ang halaga ng presyon ng gas. Gamit ang pressure regulator " WF2» (na matatagpuan sa "linya ng gas") itakda ang halaga ng presyon ng gas, na dapat mag-iba ng dalawang beses mula sa halaga ng presyon na nakatakda sa gas (argon) cylinder reducer.
Gamit ang RRG-10, itakda ang kinakailangang rate ng daloy ng gas. Sa LCD screen, pindutin ang mas mababang halaga ng simbolo na " FG2" " ", lalabas ang isang calculator sa screen, kung saan ilalagay mo ang kinakailangang halaga ng pagkonsumo ng gas (maximum na pagkonsumo ng RRG-10 - 3.6 l/hour).
Buksan ang gas inlet valve sa ion source " VE3».
10.4.4. Isara ang throttle valve" DT1"(mag-click sa kaukulang elemento sa LCD screen, ang inskripsyon " sarado"). Ang kontrol sa presyon ay isinasagawa gamit ang isang Pirani 972B pressure transducer " PT3/PM1" o gamit ang PDR900/1 power supply at display unit. Ang kasalukuyang halaga ng pagkonsumo ng gas sa % ay ipapakita sa itaas na halaga ng simbolo " FG2» « ».
10.4.6. Magbigay ng tubig upang palamig ang pinagmumulan ng ion. Sa pangunahing menu, piliin ang " Sistema ng paglamig", buksan ang mga balbula " KAMI2" Sinusuri ang pagkakaroon ng tubig gamit ang switch ng daloy ng likido " W2"(Ang indicator ay umiilaw na berde sa LCD screen) at nakikita. Kung walang water cooling, lalabas ang sumusunod na mensahe sa LCD screen na nagpapahiwatig ng pangangailangang suriin ang water cooling ng device.
10.4.6. Buksan ang flap sa ibabaw ng mga produkto. Upang gawin ito, i-click ang pindutan " kontrol ng damper"(i-click ang inskripsiyon " sarado ang damper" at hawakan ito ng ~ 3 segundo pagkatapos nito ang inskripsiyon ay magbabago sa inskripsiyon " gumalaw"). Pagkatapos magbukas ng damper, ipapakita ng button ang inskripsyon na " bukas ang damper».
10.4.7. Ilapat ang kapangyarihan sa yunit ng magnetron. Mag-click sa mga pindutan " Magnetron No. 1" Ang isang window para sa pagtatakda ng mga parameter ng pag-spray ay lilitaw sa screen.
10.4.8. Itakda ang mga parameter ng proseso ng pag-spray. Itakda ang kapangyarihan.
10.4.9. Isagawa ang proseso ng pag-spray (pindutin ang pindutan " KAPANGYARIHAN", at ito ay magliliwanag).
| TANDAAN: Kapag gumagana ang power supply ng magnetron, may lalabas na indicator sa LCD screen (sa tapat ng produkto na kasalukuyang nakatayo sa ilalim ng magnetron; ipinapakita ng indicator na sputtered ang produktong ito, at hindi ito isang pagpapakita ng totoong aksyon, ngunit isang pahiwatig sa operator). Alinsunod dito, pagkatapos ilapat ang "POWER", ang indicator sa tabi ng numero ng produkto No. 1 o No. 2 o ... No. 8 ay sisindi (ang indicator signals (prompts) na isinagawa / isinasagawa ng operator / ay isasagawa ang proseso ng pag-spray ng produktong ito). |
| Kung sa ilang kadahilanan ang proseso ng pag-spray ay hindi nakumpleto ng operator (ang pag-spray ng produktong ito ay hindi isinagawa ng operator), kinakailangan upang i-reset ang indicator: patayin ang power supply, i-reset ang indicator (pindutin ito at hawakan sa loob ng ilang minuto, lalabas ang indicator). |
| Sa pagkumpleto ng pag-spray ng lahat ng mga produkto, kinakailangan na i-reset nang manu-mano ang lahat ng mga tagapagpahiwatig (pindutin ang mga ito at hawakan ng ilang minuto, isa-isa, ang mga tagapagpahiwatig ay lalabas). |
10.4.10. Sa pagkumpleto ng proseso ng pag-spray ng produkto No. 1, dapat mong pindutin ang pindutan " KAPANGYARIHAN" (pagkatapos ay lalabas ang indikasyon nito) o patayin ang yunit sa pamamagitan ng pagpindot sa pindutan " Magnetron"(Ang unit ay mawawalan ng lakas). Itigil ang pag-ikot ng produkto (pindutin ang “ ” button; ipapakita ng button ang “rotation of the product”). Magsagawa ng pagpoposisyon. Mag-click sa pindutang "".
Susunod, isagawa ang proseso ng pag-spray ng susunod na produkto sa pamamagitan ng pagpindot sa pindutan " KAPANGYARIHAN"(ito ay sisindi) o i-on ang power supply (pindutin ang pindutan " Magnetron"), itakda ang kasalukuyang kung naka-on ang unit.
10.4.11. Sa pagkumpleto ng proseso ng pag-spray ng lahat ng kinakailangang produkto, patayin ang yunit at pindutin ang " Magnetron"(Ang unit ay mawawalan ng lakas). Buksan ang throttle valve" DT1" Itigil ang supply ng gas, isara ang balbula " VE3", ayon sa RRG-10, itakda ang daloy ng gas sa 0%.
Upang gawin ito kailangan mong: isara ang vacuum seal " VT1", buksan ang inlet valve " VE2" Patayin ang turbomolecular pump " NR1», sa kasong ito, ang forevacuum pumping ay dapat ipagpatuloy hanggang sa ganap na huminto ang turbomolecular pump. Isara ang balbula" VP2», « VP1" Patayin ang foreline pump " NL1" Ang kontrol sa presyon ay isinasagawa gamit ang isang Pirani 972B pressure transducer " PT3/PM1" o gamit ang PDR900/1 power supply at display unit. Kung ang presyon sa silid ay katumbas ng presyur sa atmospera, dapat iangat ng operator ang silid alinsunod sa sugnay 10.1.
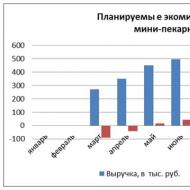
Ano, paano at para kanino magbubunga? Ang mga sagot sa tatlong tanong na ito ay dapat matagpuan ng bawat bansa at lipunan na nagnanais na epektibong gamitin ang lahat ng mga mapagkukunang magagamit nito. Ang kahirapan sa paggawa ng mga desisyon sa mga isyung ito ay nauugnay sa mga limitasyon sa layunin at ang pangangailangang gumawa ng mga pagpipilian: pagkatapos ng lahat, ang mga mapagkukunan ay limitado at may mga gastos sa pagkakataon. Nalalapat ito sa lahat ng lipunan, anuman ang kanilang sistemang pampulitika at antas ng pag-unlad. Ang tanging pagkakaiba sa pagitan ng mga bansa ay nasa mga paraan ng pamamahagi.
Ang lipunan ay palaging nagsusumikap na epektibong gamitin ang lahat ng mga mapagkukunan sa pagtatapon nito. Upang gawin ito, kailangan niyang makahanap ng mga sagot sa mga tanong kung ano, paano at para kanino gagawa.
- Tanong "ano ang gagawin?" lumitaw dahil sa ang katunayan na ang mga mapagkukunan ay limitado, may posibilidad ng pagpili at may mga gastos sa pagkakataon. Ang tanong kung ano ang gagawin ay mahalaga sa anumang lipunan.
- Pangalawang tanong "paano gumawa?" lumitaw dahil ang bawat bansa, anuman ang teknolohikal na antas nito, ay may medyo mura at medyo mahal na mga mapagkukunan. Halimbawa, ang India ay may labis na paggawa (kaya mura ang paggawa) at kakulangan sa kapital (mahal ang kapital). Ang Estados Unidos ay may medyo murang kapital at mahal na paggawa. Ang lipunan ay palaging interesado sa paglikha ng nais na hanay ng mga produkto at serbisyo sa minimal na halaga.
- Pangatlong tanong "Para kanino ipo-produce?", siyempre, ang pinakamasalimuot dahil sinasalamin nito ang mga saloobin ng lipunan sa pagiging patas at pagkakapantay-pantay sa ekonomiya. Ang buong lipunan ay dapat na magpasya kung ano ang itinuturing na isang patas na pamamahagi at pagkatapos ay pumili ng isang paraan upang makamit ang pamamahagi na iyon. Sa pagsasagawa, ang paglipat patungo sa pantay na pamamahagi ay maaaring mangahulugan ng bahagyang pag-abandona sa kahusayan. Ang lipunan ay dapat magpasya kung gaano kahusay ang handang isakripisyo sa ngalan ng mas pantay na pamamahagi.
Ang kahirapan sa paggawa ng mga desisyon sa mga isyung ito (ano, paano at para kanino) ay nauugnay sa mga layuning hadlang at ang pangangailangang gumawa ng mga pagpipilian. Nalalapat ito sa lahat ng lipunan, anuman ang kanilang sistemang pampulitika at antas ng pag-unlad. Ang tanging pagkakaiba sa pagitan ng mga bansa ay paraan ng pamamahagi.
Mga paraan ng paglalaan ng mapagkukunan sa isang saradong ekonomiya
Ang isang saradong ekonomiya ay isa kung saan ang isang bansa ay hindi nakikipagkalakalan sa buong mundo. Sa modernong mundo ay wala nang mga bansang ganoon, ngunit ang pagkakaroon ng internasyonal na kalakalan ay hindi gaanong nababago ang lohika ng pamamahagi ng mapagkukunan. Gagamit kami ng closed economy na modelo para pasimplehin ang mga paliwanag. Isaalang-alang natin ang tatlong paraan ng pamamahagi:
- Ang pamamahagi sa kaso kung saan ang mga presyo ay kontrolado lamang ng merkado ay isang purong market economy.
- Pamamahagi sa kaso kung saan ang mga presyo ay naiimpluwensyahan ng parehong mga desisyon ng merkado at gobyerno - isang magkahalong ekonomiya.
- Pamamahagi sa kaso kung saan ang mga presyo ay itinakda ng gobyerno - command economy,
1. Pamamahagi sa isang purong ekonomiya sa pamilihan. Sa mga libreng pamilihan, ang mga desisyon tungkol sa kung ano, paano, at para kanino ang gagawin ay hindi sinasadya ng mga mamimili o kumpanya. Walang sentral na awtoridad na magtakda ng mga presyo o mga plano sa output. Parehong tinutukoy ng interaksyon ng mga puwersa ng supply at demand. Nag-aalok ang mga kumpanya ng mga kalakal at serbisyo batay sa kanilang pagnanais na kumita, at hinihiling ng mga mamimili ang mga kalakal at serbisyong iyon sa paraang nagpapalaki ng utilidad.
Sa ilalim ng mga kundisyong ito, ang sagot sa tanong kung ano ang gagawin ay sumusunod sa mga iyon mga kagustuhan na malayang ipinapahayag ng mga mamimili sa pamilihan. Ipinapaalam ng mga mamimili ang kanilang mga kagustuhan sa mga producer sa pamamagitan ng pera. Sa mga pamilihan, ang isang uri ng pangkalahatang pagboto ay ginaganap araw-araw, kung saan ang mga mamimili ay bumoto ng kanilang pera para sa milyun-milyong iba't ibang mga produkto at serbisyo.
Ang solusyon sa tanong kung paano gumawa ay nangyayari sa kurso ng kumpetisyon sa pagitan ng mga kumpanya para sa magagamit na mga kadahilanan ng produksyon. Depende sa mga presyo, pinipili ng mga kumpanya ang pinaka kumikitang mga kumbinasyon ng mga kadahilanan ng produksyon para sa kanilang sarili. Ang isang kumpanya ay maaaring makamit ang pinakamataas na kita sa pamamagitan ng pagliit ng mga gastos at paggamit ng pinakamabisang pamamaraan ng produksyon.
Sa wakas, ang desisyon tungkol sa kung kanino magpo-produce ay nagaganap din sa mga merkado. Gumagawa ang mga kumpanya para sa mga may kakayahang magbayad, ibig sabihin, para sa mga may kita. Ang mga sambahayan ay tumatanggap ng kita sa pamamagitan ng pagbebenta ng mga salik ng produksyon sa mga kumpanya. Ang distribusyon ng kita ay depende sa kung paano ibinabahagi ang factor ownership at sa factor na presyo. Karamihan sa mga pamilya ay kumikita sa pamamagitan ng pagbebenta ng kanilang trabaho sa mga kumpanya. Ang pagbebenta ng mga kadahilanan ng produksyon ay nangyayari sa mga merkado ng libreng kadahilanan. Ang mga nagbebenta sa mga pamilihang ito ay ang mga tao kung kanino gumagawa ang mga kumpanya.
Isinaalang-alang namin ang kaso kapag ang mekanismo ng presyo ay gumagana nang walang panlabas na interbensyon, o, sa wika ng mga ekonomista, ay nasa perpektong kondisyon.
2. Pamamahagi ng mga mapagkukunan sa isang halo-halong ekonomiya. Ang isang halo-halong ekonomiya ay sumasakop sa isang intermediate na posisyon sa pagitan ng isang purong market economy at isang command economy. Karamihan sa mga bansa sa mundo ay nakatira sa ekonomiyang ito. Ang lahat ay nakasalalay sa ang lawak ng pagkakasangkot ng pamahalaan sa ekonomiya.
Ang pinakamalawak na interbensyon ng pamahalaan ay nangyayari sa mga bansang naghalal sosyalista paraan ng pag-unlad. Sa kanila, ang lahat ng mga kadahilanan ng produksyon ay karaniwang inilalaan ng gobyerno, at ang mga kalakal ng mamimili ay inilabas sa merkado, ngunit ang mga presyo sa merkado ay muling kinokontrol ng gobyerno.
Sa mga bansang karaniwang tinatawag kapitalista, ang gobyerno ay nakikialam din sa ekonomiya at sa gayon ay naglalagay ng mga hadlang sa paraan ng pag-unlad ng relasyon sa pamilihan. Ang interbensyon ng gobyerno ay binubuo ng mga paghihigpit sa patakaran sa ilang mga presyo at mga kontrol sa ilang mga industriya.
Bilang karagdagan sa interbensyon ng gobyerno, may iba pang mga salik sa mga bansang ito na pumipigil sa merkado na maging nasa perpektong kondisyon:
- Mga gastos sa impormasyon. Sa totoong buhay, ang perpektong kaalaman tungkol sa mga presyo ng mga kalakal at tungkol sa mga mapagkukunan ay hindi nangangahulugang isang libreng produkto. Ang mga makabuluhang gastos ay kinakailangan upang makuha ang impormasyong ito at kaugnay na pananaliksik. Para sa karaniwang mamimili at maliit na negosyo, ang mga naturang gastos ay maaaring maging mahirap. Maraming mga mamimili ang kulang sa kaalaman tungkol sa mga teknikal na katangian ng mga kumplikadong produkto (halimbawa, mga kotse, computer, telebisyon) na ibinebenta, at ang mga nagbebenta ay kadalasang hindi sapat ang kakayahan sa mga bagay na ito. Ang parehong mga problema ay umiiral sa merkado ng mapagkukunan: ang mga manggagawa ay bihirang malaman ang mga antas ng suweldo at mga prospect ng paglago sa mga nakikipagkumpitensyang kumpanya. Para sa mga kadahilanang ito, ang mga desisyon na bumili ng mga kalakal o magbenta ng mga salik ng produksyon ay kadalasang mas mababa sa pinakamainam. Ito ay makikita sa pamamahagi ng mga mapagkukunan.
- Ang kapangyarihan ng mga monopolyo. Ito ay tumutukoy sa kakayahan ng mga kumpanya na kontrolin ang mga presyo ng kanilang mga produkto sa merkado. Sa paghahangad ng pinakamataas na kita, ang mga monopolyo ay may posibilidad na magtakda ng mga presyo na mas mataas kaysa sa ilalim ng libreng kompetisyon, at ito ay humahantong sa muling pamamahagi ng mga mapagkukunan na pabor sa mga monopolyo. Ang pagkontrol sa tubo ng mga monopolyo ay isa sa mga dahilan kung bakit nakikialam ang gobyerno sa mekanismo ng presyo sa pamamagitan ng batas at nasyonalisasyon.
- Panlabas na mga kadahilanan. Ang aktibidad sa ekonomiya ng anumang lipunan ay sinamahan ng mga gastos sa lipunan(polusyon, ingay) na hindi isinasaalang-alang ng mga kumpanya kapag tinutukoy ang mga antas ng presyo. Ang pagkakaroon ng naturang mga panlipunang gastos ay nangangahulugan na ang mga presyo ay hindi ganap na sumasalamin sa aktwal na utility na natatanggap ng mga mamimili. Para sa kadahilanang ito, hindi ginugugol ng mga mamimili ang kanilang kita sa pinakamainam na paraan, at naaayon, ang mga mapagkukunan ay hindi naipamahagi nang mahusay. Sa isang halo-halong ekonomiya, ang mga panlabas na salik ay kinokontrol ng estado sa pamamagitan ng pagpapatibay ng mga batas, ang pagtatatag ng mga buwis at mga subsidyo.
- Pampublikong kalakal. Ang mekanismo ng presyo, sa likas na katangian nito, ay hindi nalalapat sa mga pampublikong kalakal tulad ng mga kalsada, pulis, depensa. Ang mga naturang kalakal ay natupok ng lahat o karamihan ng populasyon, at ang kanilang mga gumagamit ay hindi maaaring magbayad sa pamamagitan ng sistema ng presyo. Sa isang magkahalong ekonomiya, ang estado ay kasangkot din sa paglutas ng mga problemang ito.
3. Pamamahagi ng mga mapagkukunan sa isang command economy. Ang command economy ay isang ekonomiya kung saan ang mga desisyon sa dami ng produksyon at paglalaan ng mapagkukunan ay ginawa ng pamahalaan. Para sa layuning ito, karaniwang lumilikha ang bansa central planning authority (CPO). Ang katawan na ito ay isang malaking administrative apparatus na bumubuo ng mga pangmatagalang plano ng estado para sa pag-unlad ng ekonomiya at, sa kanilang batayan, naglalabas ng mga direktiba sa mga tagapamahala ng negosyo sa mga sumusunod na isyu: a) kung ano ang gagawin; b) kung saan kukuha ng mga mapagkukunan; c) anong pamamaraan ng produksyon ang gagamitin; d) kung saan maghahatid ng mga manufactured goods.
Ang mga paraan ng pamamahagi sa pamamagitan ng mga desisyon ng Central Election Commission ay ginamit sa lahat ng sosyalistang bansa. Ang mga salik ng produksyon, tirahan, serbisyong pang-edukasyon at maging ang personal na kita ay napapailalim sa pamamahagi. Kung tungkol sa mga consumer goods tulad ng pagkain, damit, at mga gamit sa bahay, may pamilihan para sa mga ito, ngunit ang mga presyo sa merkado ay kinokontrol ng gobyerno.
May mga bansa kung saan ang lahat ng mga mapagkukunan, kabilang ang mga produkto at serbisyo ng consumer, ay inilalaan sa pamamagitan ng direktiba. Ito ay, halimbawa, kung paano inorganisa ang buhay pang-ekonomiya sa DPRK.
Mga kalamangan at disadvantages ng iba't ibang paraan ng paglalaan ng mapagkukunan
Parehong ang mekanismo ng merkado at pamamahala ng command ay may kanilang mga pakinabang at disadvantages. Isaalang-alang natin ang mga pangunahing tampok ng bawat paraan ng pamamahagi.
1. Mga kalamangan ng mekanismo ng pamilihan. Sa mga industriyalisadong bansa, humigit-kumulang dalawang-katlo ng mga mapagkukunan ang inilalaan sa mga merkado sa ilalim ng impluwensya ng mekanismo ng presyo. Pangalanan natin ang mga pakinabang ng paraan ng pamamahagi na ito:
- Pang-ekonomiyang kahusayan. Ang mga tagapagtaguyod ng sistema ng pamilihan ay naniniwala na ang mga mamimili ay ang pinakamahusay na mga hukom ng kanilang sariling mga interes. Ang bawat isa sa kanila ay nagsisikap na pamahalaan ang kanilang pera sa paraang makuha ang pinakamataas na benepisyo. Ang mga tagapagtaguyod ng sentralisadong kontrol ay naniniwala na ang merkado ay pangunahing nagsisilbi sa mga interes ng mga may kaya, at ang ekonomiya ay maituturing na epektibo lamang kapag ito ay sumasalamin sa mga interes ng lahat ng miyembro ng lipunan. Sa kanilang palagay, tanging sa antas ng pamahalaan lamang maaaring maisaayos ang isang pag-aaral ng mga interes ng buong populasyon at ang pinakamainam na paglalaan ng mga mapagkukunan.
- Higit na kalayaan sa pagpili. Sa mga merkado, ang mga mamimili, na nakikipag-usap sa mga prodyuser, ay naghahatid sa kanila ng kanilang mga kagustuhan tungkol sa mga katangian ng mga kalakal at serbisyo na nais nilang bilhin. Ang mga kumpanya, batay sa mga kagustuhang ito, ay lumikha ng mga produkto na, sa kanilang opinyon, ay hihilingin. Dahil maraming mga kumpanya at nakikipagkumpitensya sila sa isa't isa, isang malaking bilang ng mga produkto para sa parehong layunin ang lumilitaw sa merkado, ngunit may iba't ibang mga kakayahan at iba't ibang pagkakagawa. Ang mga mamimili ay may pagkakataon na malayang pumili mula sa isang mas malawak na hanay ng mga produkto at serbisyo kaysa sa mangyayari sa isang sentral na nakaplanong ekonomiya.
- Mabilis na pagtugon sa mga pagbabago sa sitwasyong pang-ekonomiya. Ang isang ekonomiya ng merkado ay tumutugon nang mas mabilis kaysa sa isang command economy sa pagbabago ng mga kondisyon. Ito ay dahil sa katotohanan na sa sukat ng kumpanya, ang mga salik tulad ng pagtaas ng presyo para sa mga hilaw na materyales o gasolina, pagbaba ng demand para sa isang produkto o serbisyo, ay may mas matinding epekto sa badyet kaysa sa antas ng estado. Bilang karagdagan, ang administrative apparatus ng kumpanya ay hindi proporsyonal na mas maliit kaysa sa sentro ng produksyon ng estado at ang oras na kinakailangan upang gumawa ng isang desisyon ay mas kaunti din.
- Mas malakas na insentibo para makipagsapalaran. Ang pagnanais ng mga kumpanya na manalo ng kumpetisyon ay naghihikayat sa kanila na gumawa ng mga mapanganib na pamumuhunan na may pag-asang mapanatili o mapalawak ang kanilang bahagi sa merkado. Dahil ang mga kumpanya ay direktang nakikipag-ugnayan sa mga mamimili, kadalasan ay alam nilang mabuti ang kanilang merkado, at kadalasan ang kanilang mga mapanganib na pamumuhunan ay humahantong sa tagumpay. Kung ang mga pamumuhunan ay naglalayong bumuo ng teknolohiya, hahantong ito sa mas mabilis na paglago ng ekonomiya.
2. Mga disadvantages ng mekanismo ng pamilihan. Nakikita ng mga kritiko ng mga libreng merkado ang ilang mga pagkukulang sa kanila. Pangalanan natin ang pinakamadalas na binabanggit sa kanila:
- Hindi pagkakapantay-pantay ng kita at kayamanan. Pinagtatalunan na ang sistema ng presyo ay humahantong sa matinding hindi pagkakapantay-pantay sa kita at kayamanan. Sa pamamagitan ng paggawa ng mga kalakal at serbisyo ayon sa boto ng pera, ang mga kakaunting mapagkukunan ay nakadirekta sa paggawa ng mga luho para sa mayayaman, na may mas maraming boto ng pera, sa halip na sa paggawa ng mga kalakal para sa mahihirap. Ang opinyon na ito ay may tunay na batayan. Ang isang halimbawa ay ang pagtatayo ng mga gusali ng tirahan sa Moscow. Karamihan sa mga gusaling itinatayo ay inilaan para sa mga taong may maraming pera, at halos hindi naa-access ng mga taong may mas mababa sa average na kita. Binabalewala ng sistema ng presyo ang konsepto ng pagiging patas.
- Kawalan ng trabaho. Naniniwala ang ilang mga ekonomista na ang mekanismo ng malayang pamilihan ay naglulubog sa ekonomiya sa paikot na kawalan ng trabaho dahil walang mahigpit na koneksyon sa pagitan ng mga desisyon ng mga prodyuser at mga intensyon ng mga mamimili. Ipinapakita ng karanasan na sa kawalan ng interbensyon ng gobyerno, ang kabuuang demand para sa mga kalakal ay lumalabas na pana-panahong mas mababa kaysa sa kabuuang dami ng kanilang produksyon. Ang resulta ay isang buildup ng hindi nabentang mga kalakal, na pumipilit sa mga tagagawa na bawasan ang produksyon at tanggalin ang mga manggagawa. Ang mababang kadaliang kumilos ng mga mapagkukunan ng paggawa ay hindi nagpapahintulot ng kasiya-siyang pangangailangan, at ang mga reserba ay nananatiling hindi ginagamit.
- Inflation. Noong 1970s at 1980s, karamihan sa mga industriyalisadong bansa at maraming hindi gaanong maunlad na bansa ay nakaranas ng mabilis na pagtaas ng presyo. Ito naman ay nagdulot ng malubhang tensyon sa buhay panlipunan at pampulitika. Ang karanasan ng mga taong iyon ay nag-udyok sa maraming ekonomista na magtaltalan na ang mga pana-panahong pagsabog ng inflation ay isang organikong pag-aari ng isang ekonomiya sa merkado. Sa kaso ng sentralisadong pamamahala, ang mga naturang phenomena ay maaaring hindi kasama.
- Nilalang demand. Sa pagsisikap na maakit ang mga mamimili at mapanatili ang mga benta sa mga kasalukuyang antas o pataasin ang mga ito, malawakang gumagamit ang mga kumpanya ng makapangyarihang paraan ng advertising. Ang pangunahing layunin ng advertising ay upang magustuhan ng mamimili na bilhin ang produkto. Samakatuwid, ang mga advertiser ay nagsusumikap na kaakit-akit na ipakita ang mga benepisyo na makukuha ng isang mamimili mula sa isang produkto. Minsan hindi kailangan ng mamimili ang ina-advertise na produkto, ngunit sa ilalim ng impluwensya ng advertising ay binibili niya ito. Lumalabas na nawawalan ng kalayaan ang mamimili sa pamilihan.
- Mga di-kasakdalan sa merkado. Ang mga presyo sa merkado sa ilang mga kaso ay hindi tumutugma sa tunay na benepisyo na natanggap ng mamimili. Ang mga ito ay napapailalim sa malakas na impluwensya mula sa mga monopolyo, hindi isinasaalang-alang ang mga pagkalugi na nauugnay sa polusyon sa kapaligiran, at kadalasang kinabibilangan ng hindi makatwirang malalaking gastos sa pangangasiwa. Sa pagkakaroon ng gayong mga di-kasakdalan, halos hindi posible na matugunan ang mga kondisyon para sa epektibong pag-unlad ng ekonomiya.
3. Mga kalamangan ng isang command economy. Ang ilan sa mga disbentaha sa pamamahagi na ipinakilala ng mekanismo ng merkado ay nawawala kapag ang mga desisyon ay ginawa ng CPO. May isang opinyon na ang sentralisadong pamamahagi ay may mga sumusunod na pakinabang.
- Buong trabaho. Lumilikha ang CPO ng mga kondisyon para sa ganap na paggamit ng mga mapagkukunan ng paggawa. Kung walang sapat na mga trabaho sa isang tiyak na rehiyon, nagpasya siyang magtayo ng isang bagong halaman o lumikha ng isang bagong negosyo, kahit na ang mga aktibidad ng mga bagong nilikha na organisasyon ay hindi nagdadala ng kita.
- Mababang inflation. Dahil sa isang command economy ang buong hanay ng mga presyo para sa mga produkto at serbisyo ay itinakda nang administratibo, ang inflation rate ay maaaring panatilihin sa isang mas mababang antas kaysa sa ilalim ng mekanismo ng presyo. Kung nabigo ang CPO na tumugma sa supply sa demand, ang mga kakulangan ay mas malamang na mauwi sa mga pila, isang black market, at posibleng kaguluhan sa lipunan kaysa sa mas mataas na presyo.
- Minimal na pagkawala ng mga mapagkukunan. Sa isang command economy, ang CPO ay nagpaplano para sa lahat ng mga pabrika sa parehong produksyon at pamamahagi ng mga natapos na produkto, kaya ang tagagawa ay hindi nagpapatakbo ng panganib ng pag-aaksaya ng mga mapagkukunan. Ang mga negosyong pag-aari ng estado ay hindi kumikita. Lahat ng perang natatanggap nila mula sa pagbebenta ng mga produkto ay babalik sa produksyon. Kaya, wala ring mga pagkalugi na nauugnay sa pagbuo ng tubo. Siyempre, palaging may mga pagkalugi na sanhi ng mga error sa CPU, ngunit ang mga pagkalugi na ito ay kadalasang maliit.
- Higit na kakayahang umangkop sa mga panlabas na epekto. Ang lahat ng uri ng mapaminsalang epekto ng produksyon at pagkonsumo sa kapaligiran ay nasa ilalim ng kontrol ng mga ahensya ng gobyerno, at ang Center for Educational Inspection ay kinabibilangan ng trabaho upang neutralisahin ang mga epektong ito sa mga plano ng negosyo. Sa mga kaso kung saan hindi posible na neutralisahin ang epekto, ang CPO, na ginagabayan ng mga interes ng lipunan, ay nagbabawal sa produksyon.
- Minimal na hindi pagkakapantay-pantay sa kita at kayamanan. Dahil tinutukoy ng CPE ang mga presyo ng lahat ng salik ng produksyon, nagagawa nitong mabawasan ang mga hindi pagkakapantay-pantay sa pamamahagi ng kita at kayamanan. Sa isang command economy, ang mga tao ay hindi makakaipon ng malaking halaga ng kapital dahil lahat ng malalaking negosyo ay pag-aari ng estado. Bilang karagdagan, ang estado ay may kakayahang magtakda ng mga ninanais na pamantayan para sa pabahay, pangangalagang pangkalusugan, at edukasyon para sa lahat ng miyembro ng lipunan. Karaniwan itong nagsusumikap upang matiyak na walang labis na malaking pagkakaiba sa mga kondisyon ng pamumuhay.
4. Mga disadvantages ng command economy. Ang mga command economies ay tumatanggap ng mas maraming kritisismo mula sa mga ekonomista kaysa sa mga market economies. Ayon sa karamihan ng mga ekonomista, ang mga command economies ay pangunahing may depekto. Hindi ito isinasagawa ng mga mamimili o producer mismo, ngunit ng kanilang mga kinatawan sa mga katawan ng gobyerno. Para sa kadahilanang ito, mayroon itong isang bilang ng mga malubhang disadvantages. Isaalang-alang natin ang mga madalas na binabanggit ng mga kritiko.
- Mga gastos sa impormasyon. Para sa gawain ng isang sentralisadong sentro ng produksyon, mas malaking halaga ng impormasyon ang kailangan kaysa sa isang pribadong kumpanya. Kailangang kolektahin ang impormasyon mula sa buong bansa; Ang mga mataas na kwalipikadong espesyalista sa pananaliksik sa kalakal sa iba't ibang industriya, ekonomiya, pagpoproseso ng istatistikal na data, pagpaplano at iba pang mga isyu ay dapat na kasangkot sa pagsusuri ng impormasyon. Ang halaga ng pagkolekta at pagproseso ng impormasyon ay napakataas. Sa isang ekonomiya sa merkado, ang mga kumpanya ay nangangailangan lamang ng impormasyon na may kaugnayan sa kanilang mga aktibidad, at ang karamihan ng impormasyong ito ay nagmumula sa "mga boto" ng pera.
- Kahirapan sa pagtantya ng demand. Sa kawalan ng mga libreng presyo, napakahirap tantiyahin ang umiiral at hinaharap na pangangailangan para sa mga kalakal at serbisyo. Minsan tinatantya ang demand sa laki ng mga pila para sa kakaunting mga produkto o sa bilang ng mga hindi nabentang produkto, minsan sa pamamagitan ng pag-survey sa populasyon, ngunit ang mga naturang pagtatantya ay palaging hindi gaanong tumpak kaysa sa pagkalkula ng aktwal na bilang ng mga pagbili sa libreng merkado.
- Mga pagkaantala sa pagpaplano ng produksyon. Sa isang command economy, pagkatapos makolekta ang kinakailangang impormasyon at gumawa ng mga desisyon, maraming oras ang ginugugol sa pagbuo ng mga plano para sa mga negosyo ng bansa. Sa panahon ng pagpaplano, ang mga kagustuhan ng mamimili at mga pangangailangan ng mapagkukunan ng mga producer ay maaaring magbago nang malaki. Bilang resulta, ang dami ng produksyon ay maaaring hindi tumutugma sa aktwal na pangangailangan at maaaring mahuli ang teknolohiya.
- Pagkawala ng mga insentibo. Nabatid na sa isang ekonomiya ng merkado, ang mekanismo ng presyo ay bumubuo ng mga insentibo upang bumuo ng negosyo at kahit na nagtutulak sa mga tao na gumawa ng mga peligrosong pamumuhunan. Sa isang command economy, kung saan ang mga presyo at sahod ay kinokontrol ng estado, ang mga insentibong ito ay napakahina. Ang mga pagkakataon upang madagdagan ang mga kita ay mababa; ang pagpapanatili ng mga kasalukuyang kita ay hindi nangangailangan ng maraming pagsisikap. Dahil sa mga pangyayaring ito, mababa ang produktibidad ng maraming manggagawa.
- Limitadong pagpili ng mga produkto at serbisyo. Sa isang command economy, mayroong isang ugali patungo sa standardisasyon ng mga produkto at maliit na pagsasaalang-alang sa mga indibidwal na panlasa. Ang pagpili ng mga kalakal at serbisyo ay lumalabas na mas makitid kaysa sa isang mapagkumpitensyang merkado. Dahil ang demand para sa mga kalakal at serbisyo ay nabuo depende sa mga produktong iyon na magagamit sa merkado, ang mga mamimili ay nagpapahayag ng kanilang mga kagustuhan sa isang limitadong hanay. Para sa kadahilanang ito, ang pagpapalawak ng hanay ay mabagal.
Leonid Evgenievich Strovsky- Doktor ng Economic Sciences, Propesor, Pinuno ng Departamento ng Pamamahala ng Foreign Economic Activity ng isang Enterprise, Faculty of International Relations, Ural Federal University (Ural Federal University)
Gumawa sa isang ekonomiya sa merkado? ay nangangahulugan ng paggamit ng mga bagong kagamitan at teknolohiya ng produksyon.Tinitiyak ng paggamit ng mga bagong kagamitan at teknolohiya ang pagtaas ng kahusayan sa ekonomiya bilang resulta ng mas mababang gastos sa produksyon. Ang kahusayan sa ekonomiya ay nakasalalay hindi lamang sa kagamitan at teknolohiya, kundi pati na rin sa mga presyo sa merkado para sa mga mapagkukunan. Halimbawa, ang isang teknolohiya na nangangailangan lamang ng paggamit ng ilang pisikal na mapagkukunan upang makagawa ng isang naibigay na dami ng output ay maaaring maging hindi epektibo sa ekonomiya kung ang mga presyo sa merkado para sa mga kinakailangang mapagkukunan ay masyadong mataas. Kaya ang bagong kahulugan ng kahusayan.
Ang kahusayan sa ekonomiya ay nangangahulugan ng pinakamataas na output sa pinakamababang gastos.
Ang pagsusuri ay nagpapakita na ang sistema ng merkado ay nakakaangkop sa mga pagbabago sa teknolohiya at sa istruktura ng supply ng mapagkukunan. Ngunit isang bagay? Ang pag-angkop sa mga pagbabagong nagaganap na ay isa pang bagay na ganap? simulan ang mga pagbabago na humahantong sa pagtaas ng produktibidad at mas mataas na antas ng materyal na kagalingan sa lipunan.
Tanong: ang sistema ba ng pamilihan ay may kakayahang magbigay sa ekonomiya ng mga bagong paraan ng produksyon kung saan nakabatay ang teknikal na pag-unlad?
Sagot: Ang isang mapagkumpitensyang sistema ng merkado ay naglalaman ng mga insentibo para sa pag-unlad ng teknolohiya. Dapat sundin ng mga kakumpitensya ang halimbawa ng pinaka-progresibong kumpanya, kung hindi man ay agad silang magdusa ng "parusa" sa anyo ng mga pagkalugi, ngunit sa mahabang panahon? at sa anyo ng bangkarota. Kaugnay nito, mayroong patuloy na pamamahagi ng mga mapagkukunan mula sa mga industriya kung saan ang mga kagamitan at teknolohiya ng produksyon ay hindi gaanong mahusay sa mas mahusay na mga industriya.
Tanong: Makukuha ba ng isang entrepreneur na kumikilos bilang isang innovator sa pamamagitan ng sistema ng pamilihan ang mga mapagkukunang kailangan para sa paggawa ng makinarya at kagamitan kung saan nakasalalay ang teknikal na pag-unlad?
Sagot: oo, matatanggap sila ng isang negosyante. Una sa lahat, ang negosyanteng iyon na may hilig na maglaan ng bahagi ng kita para sa akumulasyon upang mapalawak ang produksyon sa hinaharap. Sa pamamagitan ng paggawa nito, maaari siyang makakuha ng mas maraming kita sa anyo ng mga kita sa hinaharap kung ang mga pagbabago ay mapatunayang matagumpay.
Upang masuri sa sarili ang iyong nakuhang kaalaman, kumpletuhin ang mga gawain sa pagsasanay mula sa hanay ng mga bagay para sa kasalukuyang talata
Ang proseso ng produksyon ng cable ay maaaring nahahati sa maraming yugto: sunud-sunod na pagguhit at pag-broaching ng workpiece, aplikasyon ng pagkakabukod at sheathing, pagpapalawak, pagpapadala. Sundin natin nang sunud-sunod:
Una, pangkalahatang pananaw sa dalawang workshop kung saan nagaganap ang mga pangunahing yugto ng produksyon.
1. Strand drawing at twisting workshop. Dito, nagaganap ang pangunahing pagproseso ng copper wire rod, ang pangunahing hilaw na materyal para sa produksyon ng mga produkto ng cable at wire (CPP).
2. Workshop para sa paglalagay ng insulation at sheathing. Ang workshop na ito ay naglalaman ng mga linya ng extrusion kung saan ang mga blangko ng tanso ay nasa anyo ng isang tapos na produkto.
Ang halaman ay tumatanggap ng tansong pamalo, na ginawa sa pamamagitan ng tuluy-tuloy na paghahagis at pag-roll mula sa mga tansong cathode. Ang wire rod ay isang magaspang na piraso, kadalasang may malaking diameter, na ginagamit para sa karagdagang produksyon ng wire.
3. Magaspang na drawing machine VM-13. Idinisenyo para sa pagguhit ng tansong pamalo sa wire. Ang pagguhit ay ang proseso ng malamig na pagbuo ng mga metal, kung saan ang naprosesong wire o iba pang workpiece ay dumadaan sa isang tool sa pagguhit (die) at kumukuha ng hugis at sukat ng panloob na channel nito na may cross-section na mas mababa kaysa sa cross-section ng workpiece. Ang pagbabawas ng cross-section ay humahantong sa pagtaas ng haba ng wire. Ang makina na ito ay dinisenyo para sa pagguhit mula sa diameter na 9 mm hanggang 1.6-4.3 mm.
4. Pangkalahatang view ng Nihoff drawing complex. 12-strand drawing machine na idinisenyo para sa fine-medium na pagguhit ng copper wire sa isang skein. Ito ay isang blangko para sa karagdagang pag-twist sa isang strand. Ito ang simula ng paggawa ng flexible multi-core cable.
5. Kapag gumuhit, nangyayari ang malamig na hardening, na nagpapalala sa electrical conductivity ng wire. Gayundin, sa panahon ng pagguhit, ang mga plastik na katangian ng metal ay nagbabago: ito ay pinalakas (pinatigas), ang istraktura nito ay nagbabago, ang mga butil ng metal ay durog sa direksyon ng pagguhit, iyon ay, isang texture ay nabuo. Ang pag-alis ng "hardening" at pagkuha ng isang malambot na kawad ay nakakamit sa pamamagitan ng pag-init ng metal sa isang tiyak na temperatura, paghawak nito para sa isang naibigay na oras at paglamig nito sa temperatura ng silid. Sa kasong ito, ang metal ay nagiging ductile muli.
Ang heat treatment ng isang metal, kung saan ibinalik ang mga orihinal na katangian nito, ay tinatawag na annealing. Ang temperatura at tagal ng pagsusubo ay nakasalalay sa mga katangian at sukat ng kawad. Upang maprotektahan ang tansong kawad mula sa oksihenasyon, ito ay inilalagay sa mga espesyal na singaw o vacuum furnaces. Ang wire skein ay ipinapasa sa isang pass-through na annealing device, na nakakatipid ng oras sa pamamagitan ng hindi paggamit ng muffle furnace annealing.
6. Pagkatapos ng pagsusubo, ang natapos na skein ay ilalagay sa isang teknolohikal na lalagyan. Dito malinaw mong makikita ang mekanismo ng layout, na binubuo ng isang drive at isang layout device. Ang produkto ay inilatag bilang isang resulta ng spreader na gumagalaw sa kahabaan ng axis ng receiving reel para sa isang rebolusyon na katumbas ng diameter ng natanggap na produkto. Habang bumababa ang bilang ng mga revolutions ng receiving reel, bumababa rin ang bilis ng paggalaw ng spreader.
7. Walang laman na mga spool.
8. Sa susunod na yugto, ang skein mula sa ilang aktibong pay-off ay ipapakain sa isang twisting machine, kung saan ang skein ay napilipit sa isang strand, isang blangko para sa paggawa ng mga wire ng PVS, ShVVP, VP-3 na tatak. Ang stranding ay isa sa mga pinakakaraniwang teknolohikal na proseso sa paggawa ng cable. Ang kasalukuyang nagdadala ng mga konduktor at hubad na mga wire ay pinaikot mula sa mga indibidwal na mga wire.
Ang alinman sa mga cable at wire ay baluktot mula sa mga insulated core, o (sa paggawa ng mga cable ng komunikasyon) ang kanilang mga bahagi ng bahagi - mga grupo, mga bundle, kung saan ang mga cable ay pinaikot naman. Sa prosesong ito, ang mga indibidwal na elemento (wire, strands, grupo, bundle) ay pinagsama, kung saan ang bawat isa sa kanila ay matatagpuan sa isang helical na linya sa paligid ng gitnang (isa o higit pa) na mga elemento.
9. Mga panloob ng isang twisting machine na may umiikot na receiving device. Ang mga baluktot na hibla ay isinusugat sa isang teknolohikal na lalagyan sa isang tapos na strand. Isinasagawa ang twisting bilang resulta ng kumbinasyon ng dalawang paggalaw: linear (translational) at rotational.
Sa kasong ito, maaaring gawin ang pag-ikot sa parehong clockwise at counterclockwise. Ang direksyon ng pag-twist ay hinuhusgahan ng pag-aayos ng mga pagliko ng mga elemento sa baluktot na produkto. Ang twist ay tinatawag na left-handed kapag ang bawat elemento ng twist, kapag tiningnan sa kahabaan ng axis, ay napupunta mula kanan-pataas-papunta-kaliwa, at pakanan kapag ang trajectory ng elemento ay mula kaliwa-pataas-pa-kanan.
10. May malapit na DHC fine-medium drawing machine. Hindi tulad ng Nihoff, kumukuha ito sa isang core na may annealing bawat pass.
11. Ang workpiece na nakuha pagkatapos ng pagguhit.
12. Ito ay papunta sa strand twisting machine, sa pamamagitan ng isang passive payoff. Ang mga pagbabayad ay naiba sa passive at aktibo batay sa prinsipyo ng pagbabalik ng workpiece mula sa drum. Ang pangunahing gawain ng kabayaran ay upang matiyak ang pare-parehong paikot-ikot ng workpiece sa isang pare-pareho ang bilis at pag-igting.
13. Elemento ng twisting machine kung saan dumadaan ang wire bago i-twist.
15. Tapos na strand, na inihanda para sa aplikasyon ng pagkakabukod.
16. Aktibong tagapagpakain, mula sa kung saan ang strand ay pinapakain sa linya ng pagpilit.
17. PVC plastic compound sa mga butil. Materyal para sa paglalagay ng pagkakabukod at pag-sheathing. Ang polyvinyl chloride plastic compound na ginagamit sa industriya ng cable ay isang halo ng polyvinyl chloride resin (polyvinyl chloride) na nakuha sa pamamagitan ng polymerization ng vinyl chloride na may mga plasticizer, stabilizer, filler at iba pang mga bahagi.
18. Extrusion line. Ang unit para sa paglalagay ng insulation at plastic shell ay binubuo ng isang extruder, output, traction at receiving device, isang cooling bath, control at control equipment. Mula sa output device, ang wire, twisted core o blangko para sa sheath ay pumapasok sa extruder head. Ang brake device ng take-off device ay nagsisilbing patuloy na pag-igting ang core at pinipigilan ang drum o spool ng wire mula sa pag-unwinding kapag ang unit ay huminto o ang extrusion speed ay nabawasan.
Una, ang mga plastic granules ay natunaw sa isang tornilyo sa isang homogenous na masa. Para sa mas mahusay na pagdirikit at upang maiwasan ang pagbuo ng mga air inclusions sa core, lalo na kapag nag-aaplay ng polyethylene insulation, ang isang aparato ay naka-install sa harap ng extruder head upang painitin ang core gamit ang electric current sa pamamagitan ng isang sistema ng mga roller kung saan inilalapat ang kinakailangang boltahe. . Ang core na pinainit hanggang 100-150°C ay pumapasok sa extruder head.
19. Extruder (pindutin ng worm). Sa extruder head, ang molten plastic ay pinalabas sa pamamagitan ng annular gap sa pagitan ng mandrel at die sa anyo ng isang shell at inilapat sa wire.
20. Ang cooling bath na may tap water, na matatagpuan sa likod ng extruder head, kung saan ang wire o cable ay pumapasok pagkatapos ilapat ang plastic sheath, ay dapat magkaroon ng ganoong haba na, sa napiling cooling mode at pressing speed, ang pagkakabukod o kaluban ay may oras. upang lumamig hanggang 60-70° sa buong kapal nito MAY. Ang hindi sapat na paglamig ay humahantong sa pag-aalis ng core o pagbagsak ng pagkakabukod at kaluban.
21. Extrusion line control panel.
22. Pagkatapos ng cooling bath, ang wire ay pumapasok sa device para sa pagbuga ng tubig at pagpapatuyo, pagkatapos ay sa traction device at sa pamamagitan ng mga compensator ay ibinibigay ito sa receiving shaft. Kapag nag-aaplay ng pagkakabukod, ang isang dry voltage test apparatus ay naka-install sa harap ng compensator o traction device.
24. Extrusion line receiver.
25. Kapag gumagawa ng isang multi-core cable, ang mga indibidwal na insulated core ay baluktot. Ang pag-twist ng mga insulated core sa isang cable sa paggawa ng mga power cable ay maaaring gawin nang mayroon o walang pag-unscrew. Kapag ang pag-twist nang walang pag-unscrew, ang kusang karagdagang pag-twist ng core ay nangyayari sa paligid ng sarili nitong axis. Ito ay humahantong sa pagpapapangit ng pagkakabukod ng phase at, dahil dito, sa pagbuo ng mga karagdagang depekto dito sa anyo ng mga wrinkles at dents. Ang hindi pangkaraniwang bagay na ito ay lalong kapansin-pansin kapag ang pag-twist ng mga conductor ng malalaking cross-section at may malalaking kapal ng pagkakabukod.
Ang twisting ay isang proseso ng pag-twist kung saan ang direksyon ng pag-twist ng mga insulated core ay tumutugma sa direksyon ng pag-twist ng mga wire sa panlabas na layer ng insulated core. Sa pamamagitan ng pag-twist sa pag-unwinding ang ibig nating sabihin ay isang proseso ng pag-twist kung saan ang mga direksyong ito ay kabaligtaran.
26. Ang pag-twisting ng mga pre-twisted core ay isinasagawa sa maginoo na twisting disk machine, na nilagyan ng isang espesyal na twisting device. Kadalasan ang aparatong ito ay pinagsama sa isang mekanismo ng compaction. Sa kasong ito, ang mga compaction roller, bilang karagdagan sa pag-ikot sa paligid ng kanilang sariling axis, ay umiikot sa paligid ng axis ng cable. Ang phase insulation ay inilapat sa pre-twisted core, kaya pagkatapos ng pangkalahatang twisting, na ginagawa sa unscrewing, ang kalidad ng phase insulation ay hindi lumala.
27. Ang mga twisted core ay kasunod na ibinibigay sa extrusion line para sa aplikasyon ng pangkalahatang pagkakabukod.
28. Pagkatapos ilapat ang pagkakabukod, ang cable ay pinapakain para sa pagpapalawak. Dito ito dumadaan sa quality control at nakabalot.
29. Tapos na mga produkto para sa pagpapadala.
Ang proseso ng produksyon ng cable ay maaaring nahahati sa maraming yugto: sunud-sunod na pagguhit at pag-broaching ng workpiece, aplikasyon ng pagkakabukod at sheathing, pagpapalawak, pagpapadala. Sundin natin nang sunud-sunod:
Una, pangkalahatang pananaw sa dalawang workshop kung saan nagaganap ang mga pangunahing yugto ng produksyon.
1. Strand drawing at twisting workshop. Dito, nagaganap ang pangunahing pagproseso ng copper wire rod, ang pangunahing hilaw na materyal para sa produksyon ng mga produkto ng cable at wire (CPP).
2. Workshop para sa paglalagay ng insulation at sheathing. Ang workshop na ito ay naglalaman ng mga linya ng extrusion kung saan ang mga blangko ng tanso ay nasa anyo ng isang tapos na produkto. 
Ang halaman ay tumatanggap ng tansong pamalo, na ginawa sa pamamagitan ng tuluy-tuloy na paghahagis at pag-roll mula sa mga tansong cathode. Ang wire rod ay isang magaspang na piraso, kadalasang may malaking diameter, na ginagamit para sa karagdagang produksyon ng wire.
3. Magaspang na drawing machine VM-13. Idinisenyo para sa pagguhit ng tansong pamalo sa wire. Ang pagguhit ay ang proseso ng malamig na pagbuo ng mga metal, kung saan ang naprosesong wire o iba pang workpiece ay dumadaan sa isang tool sa pagguhit (die) at kumukuha ng hugis at sukat ng panloob na channel nito na may cross-section na mas mababa kaysa sa cross-section ng workpiece. Ang pagbabawas ng cross-section ay humahantong sa pagtaas ng haba ng wire. Ang makina na ito ay dinisenyo para sa pagguhit mula sa diameter na 9 mm hanggang 1.6-4.3 mm. 
4. Pangkalahatang view ng Nihoff drawing complex. 12-strand drawing machine na idinisenyo para sa fine-medium na pagguhit ng copper wire sa isang skein. Ito ay isang blangko para sa karagdagang pag-twist sa isang strand. Ito ang simula ng paggawa ng flexible multi-core cable. 
5. Kapag gumuhit, nangyayari ang malamig na hardening, na nagpapalala sa electrical conductivity ng wire. Gayundin, sa panahon ng pagguhit, ang mga plastik na katangian ng metal ay nagbabago: ito ay pinalakas (pinatigas), ang istraktura nito ay nagbabago, ang mga butil ng metal ay durog sa direksyon ng pagguhit, iyon ay, isang texture ay nabuo. Ang pag-alis ng "hardening" at pagkuha ng isang malambot na kawad ay nakakamit sa pamamagitan ng pag-init ng metal sa isang tiyak na temperatura, paghawak nito para sa isang naibigay na oras at paglamig nito sa temperatura ng silid. Sa kasong ito, ang metal ay nagiging ductile muli.
Ang heat treatment ng isang metal, kung saan ibinalik ang mga orihinal na katangian nito, ay tinatawag na annealing. Ang temperatura at tagal ng pagsusubo ay nakasalalay sa mga katangian at sukat ng kawad. Upang maprotektahan ang tansong kawad mula sa oksihenasyon, ito ay inilalagay sa mga espesyal na singaw o vacuum furnaces. Ang wire skein ay ipinapasa sa isang pass-through na annealing device, na nakakatipid ng oras sa pamamagitan ng hindi paggamit ng muffle furnace annealing. 
6. Pagkatapos ng pagsusubo, ang natapos na skein ay ilalagay sa isang teknolohikal na lalagyan. Dito malinaw mong makikita ang mekanismo ng layout, na binubuo ng isang drive at isang layout device. Ang produkto ay inilatag bilang isang resulta ng spreader na gumagalaw sa kahabaan ng axis ng receiving reel para sa isang rebolusyon na katumbas ng diameter ng natanggap na produkto. Habang bumababa ang bilang ng mga revolutions ng receiving reel, bumababa rin ang bilis ng paggalaw ng spreader. 
7. Walang laman na mga spool. 
8. Sa susunod na yugto, ang skein mula sa ilang aktibong pay-off ay ipapakain sa isang twisting machine, kung saan ang skein ay napilipit sa isang strand, isang blangko para sa paggawa ng mga wire ng PVS, ShVVP, VP-3 na tatak. Ang stranding ay isa sa mga pinakakaraniwang teknolohikal na proseso sa paggawa ng cable. Ang kasalukuyang nagdadala ng mga konduktor at hubad na mga wire ay pinaikot mula sa mga indibidwal na mga wire.
Alinman sa mga cable at wire ay baluktot mula sa mga insulated core, o (sa paggawa ng mga cable ng komunikasyon) ang kanilang mga bahagi ng bahagi - mga grupo, mga bundle, kung saan ang mga cable naman ay baluktot. Sa prosesong ito, ang mga indibidwal na elemento (wire, strands, grupo, bundle) ay pinagsama, kung saan ang bawat isa sa kanila ay matatagpuan sa isang helical na linya sa paligid ng gitnang (isa o higit pa) na mga elemento. 
9. Mga panloob ng isang twisting machine na may umiikot na receiving device. Ang mga baluktot na hibla ay isinusugat sa isang teknolohikal na lalagyan sa isang tapos na strand. Isinasagawa ang twisting bilang resulta ng kumbinasyon ng dalawang paggalaw: linear (translational) at rotational.
Sa kasong ito, maaaring gawin ang pag-ikot sa parehong clockwise at counterclockwise. Ang direksyon ng pag-twist ay hinuhusgahan ng pag-aayos ng mga pagliko ng mga elemento sa baluktot na produkto. Ang twist ay tinatawag na left-handed kapag ang bawat elemento ng twist, kapag tiningnan sa kahabaan ng axis, ay napupunta mula kanan-pataas-papunta-kaliwa, at pakanan kapag ang trajectory ng elemento ay mula kaliwa-pataas-pa-kanan. 
10. May malapit na DHC fine-medium drawing machine. Hindi tulad ng Nihoff, kumukuha ito sa isang core na may annealing bawat pass. 
11. Ang workpiece na nakuha pagkatapos ng pagguhit. 
12. Ito ay papunta sa strand twisting machine, sa pamamagitan ng isang passive payoff. Ang mga pagbabayad ay naiba sa passive at aktibo batay sa prinsipyo ng pagbabalik ng workpiece mula sa drum. Ang pangunahing gawain ng kabayaran ay upang matiyak ang pare-parehong paikot-ikot ng workpiece sa isang pare-pareho ang bilis at pag-igting. 
13. Elemento ng twisting machine kung saan dumadaan ang wire bago i-twist. 
14. 
15. Tapos na strand, na inihanda para sa aplikasyon ng pagkakabukod. 
16. Aktibong tagapagpakain, mula sa kung saan ang strand ay pinapakain sa linya ng pagpilit. 
17. PVC plastic compound sa mga butil. Materyal para sa paglalagay ng pagkakabukod at pag-sheathing. Ang polyvinyl chloride plastic compound na ginagamit sa industriya ng cable ay isang halo ng polyvinyl chloride resin (polyvinyl chloride) na nakuha sa pamamagitan ng polymerization ng vinyl chloride na may mga plasticizer, stabilizer, filler at iba pang mga bahagi. 
18. Extrusion line. Ang unit para sa paglalagay ng insulation at plastic shell ay binubuo ng isang extruder, output, traction at receiving device, isang cooling bath, control at control equipment. Mula sa output device, ang wire, twisted core o blangko para sa sheath ay pumapasok sa extruder head. Ang brake device ng take-off device ay nagsisilbing patuloy na pag-igting ang core at pinipigilan ang drum o spool ng wire mula sa pag-unwinding kapag ang unit ay huminto o ang extrusion speed ay nabawasan.
Una, ang mga plastic granules ay natunaw sa isang tornilyo sa isang homogenous na masa. Para sa mas mahusay na pagdirikit at upang maiwasan ang pagbuo ng mga air inclusions sa core, lalo na kapag nag-aaplay ng polyethylene insulation, ang isang aparato ay naka-install sa harap ng extruder head upang painitin ang core gamit ang electric current sa pamamagitan ng isang sistema ng mga roller kung saan inilalapat ang kinakailangang boltahe. . Ang core na pinainit hanggang 100–150°C ay pumapasok sa extruder head. 
19. Extruder (pindutin ng worm). Sa extruder head, ang molten plastic ay pinalabas sa pamamagitan ng annular gap sa pagitan ng mandrel at die sa anyo ng isang shell at inilapat sa wire. 
20. Ang cooling bath na may tap water, na matatagpuan sa likod ng extruder head, kung saan ang wire o cable ay pumapasok pagkatapos ilapat ang plastic sheath, ay dapat magkaroon ng ganoong haba na, sa napiling cooling mode at pressing speed, ang pagkakabukod o kaluban ay may oras. upang lumamig hanggang 60–70° sa buong kapal nito MAY. Ang hindi sapat na paglamig ay humahantong sa pag-aalis ng core o pagbagsak ng pagkakabukod at kaluban. 
21. Extrusion line control panel. 
22. Pagkatapos ng cooling bath, ang wire ay pumapasok sa device para sa pagbuga ng tubig at pagpapatuyo, pagkatapos ay sa traction device at sa pamamagitan ng mga compensator ay ibinibigay ito sa receiving shaft. Kapag nag-aaplay ng pagkakabukod, ang isang dry voltage test apparatus ay naka-install sa harap ng compensator o traction device. 
23. 
24. Extrusion line receiver. 
25. Kapag gumagawa ng isang multi-core cable, ang mga indibidwal na insulated core ay baluktot. Ang pag-twist ng mga insulated core sa isang cable sa paggawa ng mga power cable ay maaaring gawin nang mayroon o walang pag-unscrew. Kapag ang pag-twist nang walang pag-unscrew, ang kusang karagdagang pag-twist ng core ay nangyayari sa paligid ng sarili nitong axis. Ito ay humahantong sa pagpapapangit ng pagkakabukod ng phase at, dahil dito, sa pagbuo ng mga karagdagang depekto dito sa anyo ng mga wrinkles at dents. Ang hindi pangkaraniwang bagay na ito ay lalong kapansin-pansin kapag ang pag-twist ng mga conductor ng malalaking cross-section at may malalaking kapal ng pagkakabukod.
Ang twisting ay isang proseso ng pag-twist kung saan ang direksyon ng pag-twist ng mga insulated core ay tumutugma sa direksyon ng pag-twist ng mga wire sa panlabas na layer ng insulated core. Sa pamamagitan ng pag-twist sa pag-unwinding ang ibig nating sabihin ay isang proseso ng pag-twist kung saan ang mga direksyong ito ay kabaligtaran. 
26. Ang pag-twisting ng mga pre-twisted core ay isinasagawa sa maginoo na twisting disk machine, na nilagyan ng isang espesyal na twisting device. Kadalasan ang aparatong ito ay pinagsama sa isang mekanismo ng compaction. Sa kasong ito, ang mga compaction roller, bilang karagdagan sa pag-ikot sa paligid ng kanilang sariling axis, ay umiikot sa paligid ng axis ng cable. Ang phase insulation ay inilapat sa pre-twisted core, kaya pagkatapos ng pangkalahatang twisting, na ginagawa sa unscrewing, ang kalidad ng phase insulation ay hindi lumala. 
27. Ang mga twisted core ay kasunod na ibinibigay sa extrusion line para sa aplikasyon ng pangkalahatang pagkakabukod. 
28. Pagkatapos ilapat ang pagkakabukod, ang cable ay pinapakain para sa pagpapalawak. Dito ito dumadaan sa quality control at nakabalot. 
29. Tapos na mga produkto para sa pagpapadala. 
Mga artikulo sa paksa