การสูบน้ำล่วงหน้าและการสูบสุญญากาศสูงของห้องสามารถทำได้ทั้งในโหมดแมนนวลและอัตโนมัติ ปัญหาเศรษฐกิจหลักของสังคม: จะผลิตอะไร? วิธีการผลิต? ผลิตเพื่อใคร?; การแก้ปัญหาในระบบเศรษฐกิจต่างๆ
สูบไปที่สุญญากาศหน้าและสุญญากาศสูงในโหมดแมนนวล:
10.2.1. เปิดปั๊มหน้า" NL1" ให้กดปุ่มที่เกี่ยวข้องบนหน้าจอ LCD เปิดวาล์ว" VP1" การควบคุมความดันดำเนินการโดยใช้ตัวแปลงสัญญาณแรงดัน PMT6-3M-1 " พีที1"พีที1" บนหน้าจอ LCD จะสว่างเป็นสีเขียว)
10.2.2. อพยพห้องไปที่ forevacuum ผ่านวาล์วบายพาส " วีพี3" เปิดวาล์ว" วีพี3» - กดปุ่มที่เกี่ยวข้องบนหน้าจอ LCD การควบคุมความดันดำเนินการโดยใช้ตัวแปลงสัญญาณแรงดัน Pirani 972B " PT3/PM1": มองเห็นได้จากองค์ประกอบบนหน้าจอ LCD (หากมีการสุญญากาศล่วงหน้าที่ต้องการ (หรือถึง) ในระบบ ตัวบ่งชี้ “ PT3/PM1
10.2.3. ทำการปั๊มสุญญากาศหน้าของปั๊มเทอร์โบโมเลกุล” NR1" ปิดวาล์ว" วีพี3" เปิดวาล์ว" วีพี2" การควบคุมความดันดำเนินการโดยใช้ตัวแปลงสัญญาณแรงดัน " พีที2": มองเห็นได้ทีละองค์ประกอบบนหน้าจอ LCD (หากมีการสุญญากาศล่วงหน้าที่ต้องการ (หรือถึง) ในระบบ ตัวบ่งชี้ " พีที2» บนหน้าจอ LCD จะเปลี่ยนเป็นสีเขียว
10.2.4. จ่ายน้ำเพื่อทำให้ปั๊มเทอร์โบโมเลกุลเย็นลง กดปุ่ม.
10.2.5. เริ่มปั๊มเทอร์โบโมเลกุล” NR1" ในการทำเช่นนี้คุณต้องเปิดปั๊มเทอร์โบโมเลกุล - กดปุ่มบนหน้าจอ LCD NR1" เวลาที่ปั๊มเริ่มทำงานคือประมาณ 3 นาที การควบคุมเอาท์พุตของปั๊มไปที่โหมดทำได้โดยใช้ตัวบ่งชี้บนแหล่งจ่ายไฟ "AST 600TN" และมองเห็นได้บนหน้าจอ LCD: องค์ประกอบ " NR1» จะถูกเน้นด้วยสีเขียว
10.2.6. ดำเนินการปั๊มสุญญากาศสูงของท่อร่วมสุญญากาศ” CV1" เปิดซีลสูญญากาศ" วีที1"(คลิกที่องค์ประกอบที่เกี่ยวข้องบนหน้าจอ LCD) เปิดวาล์วปีกผีเสื้อ" ดีที1เปิดPT3/PM1": มองเห็นได้จากองค์ประกอบบนหน้าจอ LCD (หากมีการสุญญากาศล่วงหน้าที่ต้องการ (หรือถึง) ในระบบ ตัวบ่งชี้ “ PT3/PM1" บนหน้าจอ LCD จะสว่างขึ้นเป็นสีเขียว) หรือผ่านทางแหล่งจ่ายไฟและหน่วยแสดงผล PDR900/2
สูบไปที่สุญญากาศหน้าและสุญญากาศสูงในโหมดการทำงานอัตโนมัติ:
เพื่อดำเนินการขั้นตอนการสูบน้ำที่ส และสูญญากาศสูงในโหมดการทำงานอัตโนมัติคุณต้องกดปุ่ม " " บนหน้าจอ LCD (ข้อความ " โหมดแมนนวล“จะเปลี่ยนเป็นจารึก” โหมดอัตโนมัติ»).
การจ่ายอากาศอัดไปยังอุปกรณ์นิวแมติกของการติดตั้งจะเกิดขึ้นโดยอัตโนมัติ (ปุ่ม " อัดอากาศ» จะถูกเน้น)
ปั๊มสุญญากาศหน้าจะเปิดอัตโนมัติ" NL1"วาล์วจะเปิด" VP1พีที1"พีที1" จะสว่างเป็นสีเขียว))
ห้องจะถูกสูบออกโดยอัตโนมัติไปยัง forevacuum ผ่านวาล์วบายพาส” วีพี3": วาล์วเปิด" วีพี3" การควบคุมแรงดันดำเนินการโดยอัตโนมัติโดยใช้ตัวแปลงแรงดัน Pirani 972B " PT3/PM1"(บนหน้าจอ LCD (หากมีการสุญญากาศล่วงหน้าที่ต้องการ (หรือถึง) ในระบบ ไฟแสดงสถานะ “ PT3/PM1" จะสว่างเป็นสีเขียว))
การสูบน้ำล่วงหน้าของปั๊มเทอร์โบโมเลกุลจะดำเนินการโดยอัตโนมัติ NR1": วาล์วปิด" วีพี3"วาล์วจะเปิด" วีพี2" การควบคุมแรงดันดำเนินการโดยอัตโนมัติโดยใช้ตัวแปลงแรงดัน PMT6-3M-1 " พีที2"(บนหน้าจอ LCD (หากมีการสุญญากาศล่วงหน้าที่ต้องการ (หรือถึง) ในระบบ ไฟแสดงสถานะ “ พีที2" จะสว่างเป็นสีเขียว))
น้ำจะถูกจ่ายโดยอัตโนมัติเพื่อทำให้ปั๊มเทอร์โบโมเลกุลเย็นลง ปั๊มเทอร์โบโมเลกุลจะเริ่มทำงาน" NR1».
หลังจากที่ปั๊มเข้าสู่โหมด (การควบคุมการเข้าสู่โหมดปั๊มจะดำเนินการโดยใช้ตัวบ่งชี้บนหน่วยจ่ายไฟ "AST 600TN" และมองเห็นได้บนหน้าจอ LCD: องค์ประกอบ " NR1» จะถูกเน้นด้วยสีเขียว) โหมดการทำงานอัตโนมัติจะเปลี่ยนเป็นแบบแมนนวล (คำจารึกด้านบนปุ่ม « »« โหมดอัตโนมัติ“จะเปลี่ยนเป็นจารึก” โหมดแมนนวล»).
การทำงานกับแหล่งกำเนิดไอออน
10.3.1. ในเมนูหลัก เลือก " กระบวนการสปัตเตอร์».
10.3.2. เปิดใช้งานการหมุนเวียนผลิตภัณฑ์ คลิกที่ปุ่ม " " ข้อความ " สินค้าหมุน».
10.3.3. วางตำแหน่งผลิตภัณฑ์ให้สัมพันธ์กับแหล่งกำเนิดไอออน ตั้งวงล้อหมุนไปที่ตำแหน่งเดิม: ผลิตภัณฑ์หมายเลข 1 ตั้งอยู่ตรงข้ามแหล่งกำเนิดไอออน (เครื่องหมายมองเห็นได้ผ่านหน้าต่างรับชม) ผลิตภัณฑ์หมายเลข 7 อยู่ใต้แมกนีตรอน คุณต้องกดปุ่ม " " เพื่อตั้งค่าตำแหน่งเริ่มต้นของม้าหมุน (ไฟ LED เหนือปุ่มจะสว่างขึ้น) และปุ่ม " " จะแสดงข้อความ " ขั้นตอนที่ 1».
10.3.4. ฉีดก๊าซ (อาร์กอน) เข้าไปในแหล่งกำเนิดไอออน เปิดวาล์วแบบแมนนวล (พร้อมตัวลดแรงดัน) บนถังแก๊ส (อาร์กอน) ตั้งค่าแรงดันแก๊ส การใช้เครื่องปรับแรงดัน” WF1» (ซึ่งอยู่ใน “ท่อแก๊ส”) ตั้งค่าความดันแก๊สซึ่งควรน้อยกว่าค่าความดันที่ตั้งไว้ที่ตัวลดของถังแก๊ส (อาร์กอน) สองเท่า
เอฟจี1
VE1" ตรวจสอบให้แน่ใจว่าวาล์วปีกผีเสื้อ” ดีที1" เปิดอยู่ (คลิกที่องค์ประกอบที่เกี่ยวข้องบนหน้าจอ LCD คำจารึก " เปิด") การควบคุมความดันดำเนินการโดยใช้ตัวแปลงสัญญาณแรงดัน Pirani 972B " PT3/PM1" เอฟจี1» « ».
10.3.5. จ่ายน้ำเพื่อทำให้แหล่งไอออนเย็นลง ในเมนูหลัก เลือก " ระบบทำความเย็น", เปิดวาล์ว" WE3ส3
10.3.6. เปิดฝาด้านบนผลิตภัณฑ์ โดยคลิกที่ปุ่ม " การควบคุมแดมเปอร์"(คลิกที่จารึก" ปิดแดมเปอร์แล้วเคลื่อนไหวแดมเปอร์เปิดอยู่».
10.3.7. จ่ายไฟให้กับยูนิตแหล่งกำเนิดไอออน คลิกที่ปุ่ม " แหล่งกำเนิดไอออน" หน้าต่างสำหรับตั้งค่าพารามิเตอร์แหล่งกำเนิดไอออนจะปรากฏขึ้นบนหน้าจอ
10.3.8. ตั้งค่าพารามิเตอร์สำหรับกระบวนการทำให้ไอออนบริสุทธิ์ ตั้งค่ากระแส (ช่วง 0 ถึง 300 mA)
10.3.9. ดำเนินกระบวนการทำความสะอาดไอออน (กดปุ่ม " ปัจจุบัน"และมันจะสว่างขึ้น)
| บันทึก:เมื่อแหล่งจ่ายไฟแหล่งกำเนิดไอออนทำงาน หมายเลขผลิตภัณฑ์ "1" ÷ "8" (หมายเลขที่ยืนอยู่ตรงข้ามกับแหล่งกำเนิดไอออน) จะปรากฏบนหน้าจอ LCD และตรงข้ามกับตัวเลขจะมี LED (ตัวบ่งชี้ ที่แสดงว่าผลิตภัณฑ์นี้ได้รับการประมวลผลแล้วและการแสดงผลนี้ไม่ใช่การกระทำจริง แต่เป็นคำแนะนำแก่ผู้ปฏิบัติงาน) ดังนั้น หลังจากใช้ “CURRENT” ตัวบ่งชี้ถัดจากหมายเลขผลิตภัณฑ์หมายเลข 1 หรือหมายเลข 2 หรือ ... หมายเลข 8 จะสว่างขึ้น (สัญญาณบ่งชี้ (แจ้ง) ว่าผู้ปฏิบัติงานได้ดำเนินการ / กำลังดำเนินการ / จะดำเนินการกระบวนการทำความสะอาดไอออนของผลิตภัณฑ์นี้) หากผู้ปฏิบัติงานไม่ดำเนินการให้เสร็จสิ้นกระบวนการด้วยเหตุผลบางประการ (ผู้ปฏิบัติงานไม่ได้ทำความสะอาดผลิตภัณฑ์นี้) จำเป็นต้องรีเซ็ตตัวบ่งชี้: ปิดแหล่งจ่ายไฟ รีเซ็ตตัวบ่งชี้ (กดค้างไว้หลายนาที สัญญาณจะดับลง) เมื่อเสร็จสิ้นการประมวลผลผลิตภัณฑ์ทั้งหมดแล้ว จำเป็นต้องรีเซ็ตตัวบ่งชี้ทั้งหมดด้วยตนเอง (กดค้างไว้หลายนาที ตัวบ่งชี้จะดับทีละตัว) |
10.3.10. เมื่อเสร็จสิ้นกระบวนการทำความสะอาดไอออนของผลิตภัณฑ์หมายเลข 1 คุณต้องกดปุ่ม “ ปัจจุบันแหล่งกำเนิดไอออน"(หน่วยจะถูกยกเลิกพลังงาน) หยุดหมุนผลิตภัณฑ์ (กดปุ่ม “ ” ปุ่มจะแสดง “ การหมุนเวียนของผลิตภัณฑ์") ดำเนินการวางตำแหน่ง คลิกที่ปุ่ม " "
ต่อไปดำเนินการขั้นตอนการทำความสะอาดไอออนของผลิตภัณฑ์ถัดไปโดยกดปุ่ม “ ปัจจุบันแหล่งกำเนิดไอออน
10.3.11. เมื่อเสร็จสิ้นกระบวนการทำความสะอาดไอออนของผลิตภัณฑ์ที่จำเป็นทั้งหมดแล้ว ให้ปิดเครื่องแล้วกดปุ่ม " แหล่งกำเนิดไอออน"(หน่วยจะถูกยกเลิกพลังงาน)
หยุดจ่ายแก๊ส ปิดวาล์ว" VE2" ตาม RRG-10 ให้ตั้งค่าการไหลของก๊าซเป็น 0% อพยพไปยังสุญญากาศสูง การควบคุมความดันดำเนินการโดยใช้ตัวแปลงสัญญาณแรงดัน Pirani 972B " PT3/PM1"หรือใช้แหล่งจ่ายไฟและหน่วยแสดงผล PDR900/1
เริ่มกระบวนการแมกนีตรอนสปัตเตอร์
การทำงานกับแมกนีตรอน
10.4.1. เปิดใช้งานการหมุนเวียนผลิตภัณฑ์ คลิกที่ปุ่ม " " ข้อความ " สินค้าหมุน».
10.4.2. วางตำแหน่งผลิตภัณฑ์ให้สัมพันธ์กับแมกนีตรอน
ตั้งวงล้อหมุนไปที่ตำแหน่งเดิม: ผลิตภัณฑ์หมายเลข 1 ตั้งอยู่ตรงข้ามแหล่งกำเนิดไอออน (เครื่องหมายมองเห็นได้ผ่านหน้าต่างรับชม) ผลิตภัณฑ์หมายเลข 7 อยู่ใต้แมกนีตรอน คุณต้องกดปุ่ม " " เพื่อตั้งค่าตำแหน่งเริ่มต้นของม้าหมุน (ไฟ LED เหนือปุ่มจะสว่างขึ้น) และปุ่ม " " จะแสดงข้อความ " ขั้นตอนที่ 1».
10.4.3. ฉีดก๊าซ (อาร์กอน) เข้าไปในห้องสุญญากาศ เปิดวาล์วแบบแมนนวล (พร้อมตัวลดแรงดัน) บนถังแก๊ส (อาร์กอน) ตั้งค่าแรงดันแก๊ส การใช้เครื่องปรับแรงดัน” WF2» (ซึ่งอยู่ใน “ท่อแก๊ส”) ตั้งค่าความดันแก๊ส ซึ่งควรจะแตกต่าง 2 เท่าจากค่าความดันที่ตั้งบนตัวลดถังแก๊ส (อาร์กอน)
ใช้ RRG-10 ตั้งค่าอัตราการไหลของก๊าซที่ต้องการ บนหน้าจอ LCD ให้กดค่าล่างของสัญลักษณ์ “ เอฟจี2" " " เครื่องคิดเลขจะปรากฏขึ้นบนหน้าจอ โดยให้คุณป้อนค่าปริมาณการใช้ก๊าซที่ต้องการ (ปริมาณการใช้สูงสุด RRG-10 - 3.6 ลิตร/ชั่วโมง)
เปิดวาล์วทางเข้าก๊าซเข้าไปในแหล่งไอออน " VE3».
10.4.4. ปิดวาล์วปีกผีเสื้อ” ดีที1"(คลิกที่องค์ประกอบที่เกี่ยวข้องบนหน้าจอ LCD จารึก " ปิด") การควบคุมความดันดำเนินการโดยใช้ตัวแปลงสัญญาณแรงดัน Pirani 972B " PT3/PM1"หรือใช้แหล่งจ่ายไฟและหน่วยแสดงผล PDR900/1 ค่าปริมาณการใช้ก๊าซปัจจุบันเป็น % จะแสดงที่ค่าด้านบนของสัญลักษณ์ " เอฟจี2» « ».
10.4.6. จ่ายน้ำเพื่อทำให้แหล่งไอออนเย็นลง ในเมนูหลัก เลือก " ระบบทำความเย็น", เปิดวาล์ว" WE2" ตรวจสอบการมีอยู่ของน้ำโดยใช้สวิตช์การไหลของของเหลว " ส2"(ไฟแสดงสถานะจะสว่างเป็นสีเขียวบนหน้าจอ LCD) และมองเห็นได้ หากไม่มีระบบระบายความร้อนด้วยน้ำ ข้อความต่อไปนี้จะปรากฏขึ้นบนหน้าจอ LCD เพื่อระบุความจำเป็นในการตรวจสอบการระบายความร้อนด้วยน้ำของอุปกรณ์
10.4.6. เปิดฝาด้านบนผลิตภัณฑ์ โดยคลิกที่ปุ่ม " การควบคุมแดมเปอร์"(คลิกที่จารึก" ปิดแดมเปอร์แล้ว" และกดค้างไว้ประมาณ ~ 3 วินาที หลังจากนั้นคำจารึกจะเปลี่ยนเป็นคำจารึก " เคลื่อนไหว") หลังจากที่แดมเปอร์เปิดออก ปุ่มจะแสดงข้อความ “ แดมเปอร์เปิดอยู่».
10.4.7. จ่ายไฟให้กับหน่วยแมกนีตรอน คลิกที่ปุ่ม " แมกนีตรอนหมายเลข 1" หน้าต่างสำหรับตั้งค่าพารามิเตอร์การพ่นจะปรากฏขึ้นบนหน้าจอ
10.4.8. ตั้งค่าพารามิเตอร์ของกระบวนการฉีดพ่น ตั้งค่าพลังงาน
10.4.9. ดำเนินการขั้นตอนการฉีดพ่น (กดปุ่ม " พลัง"และมันจะสว่างขึ้น)
| บันทึก:เมื่อแหล่งจ่ายไฟแมกนีตรอนทำงาน ตัวบ่งชี้จะปรากฏขึ้นบนหน้าจอ LCD (ตรงข้ามกับผลิตภัณฑ์ที่กำลังยืนอยู่ใต้แมกนีตรอน ตัวบ่งชี้แสดงว่าผลิตภัณฑ์นี้สปัตเตอร์ และนี่ไม่ใช่การแสดงการทำงานจริง แต่เป็นคำใบ้ ให้กับผู้ปฏิบัติงาน) ดังนั้น หลังจากใช้ “POWER” ไฟแสดงสถานะถัดจากหมายเลขผลิตภัณฑ์หมายเลข 1 หรือหมายเลข 2 หรือ ... หมายเลข 8 จะสว่างขึ้น (สัญญาณบ่งชี้ (แจ้ง) ว่าผู้ปฏิบัติงานได้ดำเนินการ / กำลังดำเนินการ / จะดำเนินการขั้นตอนการฉีดพ่นผลิตภัณฑ์นี้) |
| หากผู้ปฏิบัติงานไม่ดำเนินการกระบวนการฉีดพ่นให้เสร็จสิ้นด้วยเหตุผลบางประการ (ผู้ปฏิบัติงานไม่ได้ดำเนินการฉีดพ่นผลิตภัณฑ์นี้) จำเป็นต้องรีเซ็ตตัวบ่งชี้: ปิดแหล่งจ่ายไฟ รีเซ็ตตัวบ่งชี้ (กดค้างไว้ เป็นเวลาหลายนาที ตัวบ่งชี้จะดับลง) |
| เมื่อเสร็จสิ้นการฉีดพ่นผลิตภัณฑ์ทั้งหมด จำเป็นต้องรีเซ็ตตัวบ่งชี้ทั้งหมดด้วยตนเอง (กดค้างไว้หลายนาที ตัวบ่งชี้จะดับทีละตัว) |
10.4.10. เมื่อเสร็จสิ้นขั้นตอนการพ่นผลิตภัณฑ์หมายเลข 1 ให้กดปุ่ม “ พลัง" (จากนั้นสัญญาณจะดับลง) หรือปิดเครื่องโดยการกดปุ่ม " แมกนีตรอน"(หน่วยจะถูกยกเลิกพลังงาน) หยุดหมุนผลิตภัณฑ์ (กดปุ่ม " "; ปุ่มจะแสดง "การหมุนของผลิตภัณฑ์") ดำเนินการวางตำแหน่ง คลิกที่ปุ่ม " "
ต่อไปดำเนินการขั้นตอนการพ่นผลิตภัณฑ์ต่อไปโดยกดปุ่ม “ พลัง"(มันจะสว่างขึ้น) หรือเปิดแหล่งจ่ายไฟ (กดปุ่ม " แมกนีตรอน") ให้ตั้งค่ากระแสไฟหากเครื่องเปิดอยู่
10.4.11. เมื่อเสร็จสิ้นขั้นตอนการฉีดพ่นผลิตภัณฑ์ที่จำเป็นทั้งหมดแล้ว ให้ปิดเครื่องแล้วกดปุ่ม " แมกนีตรอน"(หน่วยจะถูกยกเลิกพลังงาน) เปิดวาล์วปีกผีเสื้อ” ดีที1" หยุดจ่ายแก๊ส ปิดวาล์ว" VE3" ตาม RRG-10 ให้ตั้งค่าการไหลของก๊าซเป็น 0%
ในการทำเช่นนี้คุณต้อง: ปิดซีลสูญญากาศ " วีที1“ให้เปิดวาล์วทางเข้า” VE2" ปิดปั๊มเทอร์โบโมเลกุล” NR1», ในกรณีนี้จะต้องทำการสูบน้ำล่วงหน้าต่อไปจนกว่าปั๊มเทอร์โบโมเลกุลจะหยุดสนิทปิดวาล์ว" วีพี2», « VP1" ปิดปั๊มหน้า" NL1" การควบคุมความดันดำเนินการโดยใช้ตัวแปลงสัญญาณแรงดัน Pirani 972B " PT3/PM1"หรือใช้แหล่งจ่ายไฟและหน่วยแสดงผล PDR900/1 หากความดันในห้องเท่ากับความดันบรรยากาศ ผู้ปฏิบัติงานจะต้องยกห้องอบตามข้อ 10.1
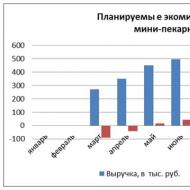
ผลิตอะไร อย่างไร และเพื่อใคร? ทุกประเทศและสังคมจะต้องพบคำตอบของคำถามทั้งสามข้อนี้ที่ต้องการใช้ทรัพยากรทั้งหมดอย่างมีประสิทธิผล ความยากในการตัดสินใจในประเด็นเหล่านี้สัมพันธ์กับข้อจำกัดวัตถุประสงค์และความจำเป็นในการตัดสินใจ ท้ายที่สุดแล้ว ทรัพยากรมีจำกัดและมีค่าใช้จ่ายเสียโอกาส สิ่งนี้ใช้ได้กับทุกสังคม โดยไม่คำนึงถึงระบบการเมืองและระดับการพัฒนา ความแตกต่างเพียงอย่างเดียวระหว่างประเทศอยู่ที่วิธีการจำหน่าย
สังคมมุ่งมั่นที่จะใช้ทรัพยากรทั้งหมดอย่างมีประสิทธิผลอยู่เสมอ ในการทำเช่นนี้ เขาต้องหาคำตอบสำหรับคำถามว่าผลิตอะไร อย่างไร และเพื่อใคร
- คำถาม “จะผลิตอะไร?”เกิดขึ้นเนื่องจากทรัพยากรมีจำกัด มีความเป็นไปได้ในการเลือก และมีค่าเสียโอกาส คำถามที่ว่าจะสร้างอะไรเป็นพื้นฐานของสังคม
- คำถามที่สอง “จะผลิตยังไง?”เกิดขึ้นเพราะแต่ละประเทศไม่ว่าจะอยู่ในระดับเทคโนโลยีใดก็ตาม ก็มีทรัพยากรที่ค่อนข้างถูกและค่อนข้างแพง ตัวอย่างเช่น อินเดียมีแรงงานเกินดุล (แรงงานจึงมีราคาถูก) และการขาดแคลนเงินทุน (ทุนมีราคาแพง) สหรัฐอเมริกามีทุนค่อนข้างถูกและแรงงานแพง สังคมสนใจที่จะสร้างชุดสินค้าและบริการที่ต้องการด้วยต้นทุนที่ต่ำที่สุดอยู่เสมอ
- คำถามที่สาม “ผลิตเพื่อใคร”แน่นอนว่าเป็นสิ่งที่ซับซ้อนที่สุดเพราะสะท้อนทัศนคติของสังคมต่อความเป็นธรรมและความเท่าเทียมกันทางเศรษฐกิจ สังคมทั้งหมดจะต้องตัดสินใจว่าสิ่งใดที่ถือว่าเป็นการแจกจ่ายที่ยุติธรรม จากนั้นเลือกวิธีที่จะบรรลุการแจกจ่ายดังกล่าว ในทางปฏิบัติ การมุ่งสู่การกระจายอย่างเท่าเทียมกันอาจหมายถึงการละทิ้งประสิทธิภาพบางส่วน สังคมต้องตัดสินใจว่าจะยอมสละประสิทธิภาพมากเพียงใดในนามของการแจกจ่ายที่เท่าเทียมกันมากขึ้น
ความยากลำบากในการตัดสินใจในประเด็นเหล่านี้ (อะไร อย่างไร และเพื่อใคร) สัมพันธ์กับข้อจำกัดทางวัตถุประสงค์และความจำเป็นในการตัดสินใจเลือก สิ่งนี้ใช้ได้กับทุกสังคม โดยไม่คำนึงถึงระบบการเมืองและระดับการพัฒนา ความแตกต่างเพียงอย่างเดียวระหว่างประเทศคือ วิธีการจัดจำหน่าย
วิธีการจัดสรรทรัพยากรในระบบเศรษฐกิจปิด
เศรษฐกิจแบบปิดเป็นระบบที่ประเทศไม่มีการค้าระหว่างประเทศ ในโลกสมัยใหม่ไม่มีประเทศดังกล่าวอีกต่อไป แต่การมีการค้าระหว่างประเทศไม่ได้เปลี่ยนตรรกะของการกระจายทรัพยากรเพียงเล็กน้อย เราจะใช้แบบจำลองเศรษฐกิจแบบปิดเพื่อทำให้คำอธิบายง่ายขึ้น ลองพิจารณาวิธีการกระจายสามวิธี:
- การกระจายสินค้าในกรณีที่ราคาถูกควบคุมโดยตลาดเท่านั้นถือเป็นระบบเศรษฐกิจตลาดล้วนๆ
- การกระจายในกรณีที่ราคาได้รับอิทธิพลจากทั้งการตัดสินใจของตลาดและของรัฐบาล - เศรษฐกิจแบบผสม
- การกระจายสินค้าในกรณีที่รัฐบาลกำหนดราคา - สั่งเศรษฐกิจ
1. การกระจายสินค้าในระบบเศรษฐกิจตลาดล้วนๆในตลาดเสรี การตัดสินใจเกี่ยวกับอะไร อย่างไร และเพื่อใครในการผลิตนั้น ไม่ได้เกิดขึ้นจากผู้บริโภคหรือบริษัทอย่างมีสติ ไม่มีอำนาจกลางในการกำหนดราคาหรือแผนการผลิต ทั้งสองถูกกำหนดโดยปฏิสัมพันธ์ของพลังของอุปสงค์และอุปทาน บริษัทต่างๆ นำเสนอสินค้าและบริการตามความต้องการของตนในการทำกำไร และผู้บริโภคต้องการสินค้าและบริการเหล่านั้นในลักษณะที่ใช้ประโยชน์สูงสุด
ภายใต้เงื่อนไขเหล่านี้ คำตอบสำหรับคำถามว่าจะผลิตอะไรตามมา การตั้งค่าที่ผู้บริโภคแสดงออกมาอย่างเสรีในตลาด. ผู้บริโภคสื่อสารความชอบของตนกับผู้ผลิตผ่านทางเงิน ในตลาด มีการลงคะแนนเสียงทั่วไปทุกวัน โดยผู้บริโภคจะ "โหวต" เงินของตนสำหรับสินค้าและบริการต่างๆ หลายล้านรายการ
คำตอบสำหรับคำถามเกี่ยวกับวิธีการผลิตเกิดขึ้นในระหว่างนั้น การแข่งขันระหว่างบริษัทต่างๆ เพื่อหาปัจจัยการผลิตที่มีอยู่. บริษัท เลือกชุดค่าผสมการผลิตที่ให้ผลกำไรสูงสุดสำหรับตนเองทั้งนี้ขึ้นอยู่กับราคา บริษัทสามารถบรรลุผลกำไรสูงสุดได้โดยการลดต้นทุนและใช้วิธีการผลิตที่มีประสิทธิภาพสูงสุด
ในที่สุด การตัดสินใจว่าจะผลิตให้ใครก็เกิดขึ้นในตลาดเช่นกัน บริษัทผลิต สำหรับผู้ที่สามารถชำระเงินได้กล่าวคือสำหรับผู้ที่มีรายได้ ครัวเรือนได้รับรายได้จากการขายปัจจัยการผลิตให้กับบริษัทต่างๆ การกระจายรายได้ขึ้นอยู่กับวิธีการกระจายความเป็นเจ้าของปัจจัยและราคาปัจจัย ครอบครัวส่วนใหญ่หารายได้จากการขายแรงงานให้กับบริษัทต่างๆ การขายปัจจัยการผลิตเกิดขึ้นในตลาดปัจจัยอิสระ ผู้ขายในตลาดเหล่านี้คือคนที่บริษัทผลิตให้
เราได้พิจารณากรณีที่กลไกราคาดำเนินการโดยไม่มีการแทรกแซงจากภายนอก หรือในภาษาของนักเศรษฐศาสตร์ อยู่ในสภาพที่สมบูรณ์
2. การกระจายทรัพยากรในระบบเศรษฐกิจแบบผสมผสานเศรษฐกิจแบบผสมครองตำแหน่งตรงกลางระหว่างเศรษฐกิจแบบตลาดล้วนๆ และเศรษฐกิจแบบสั่งการ ประเทศส่วนใหญ่ในโลกอาศัยอยู่ในเศรษฐกิจแบบนี้ ทุกอย่างขึ้นอยู่กับ ขอบเขตที่รัฐบาลมีส่วนร่วมในเศรษฐกิจ
การแทรกแซงของรัฐบาลที่ครอบคลุมมากที่สุดเกิดขึ้นในประเทศที่ได้รับการเลือกตั้ง สังคมนิยมวิธีการพัฒนา ในนั้นปัจจัยการผลิตทั้งหมดมักจะได้รับการจัดสรรโดยรัฐบาลและสินค้าอุปโภคบริโภคจะถูกปล่อยออกสู่ตลาด แต่ราคาตลาดจะถูกควบคุมโดยรัฐบาลอีกครั้ง
ในประเทศที่เรียกกันทั่วไปว่า นายทุนรัฐบาลยังแทรกแซงเศรษฐกิจและเป็นอุปสรรคต่อการพัฒนาความสัมพันธ์ทางการตลาด การแทรกแซงของรัฐบาลประกอบด้วยข้อจำกัดทางนโยบายเกี่ยวกับราคาและการควบคุมในอุตสาหกรรมบางประเภท
นอกจากการแทรกแซงของรัฐบาลแล้ว ยังมีปัจจัยอื่นๆ ในประเทศเหล่านี้ที่ทำให้ตลาดไม่อยู่ในสภาพที่สมบูรณ์:
- ต้นทุนข้อมูลในชีวิตจริง ความรู้ที่สมบูรณ์เกี่ยวกับราคาสินค้าและทรัพยากรไม่ใช่ผลิตภัณฑ์ฟรีแต่อย่างใด ต้องใช้ต้นทุนจำนวนมากเพื่อให้ได้ข้อมูลนี้และการวิจัยที่เกี่ยวข้อง สำหรับผู้บริโภคทั่วไปและธุรกิจขนาดเล็ก ต้นทุนดังกล่าวอาจเป็นสิ่งต้องห้าม ผู้บริโภคจำนวนมากขาดความรู้เกี่ยวกับคุณลักษณะทางเทคนิคของผลิตภัณฑ์ที่ซับซ้อน (เช่น รถยนต์ คอมพิวเตอร์ โทรทัศน์) ที่ลดราคา และผู้ขายมักไม่มีความรู้เพียงพอในเรื่องเหล่านี้ ปัญหาเดียวกันนี้มีอยู่ในตลาดทรัพยากร กล่าวคือ คนงานไม่ค่อยตระหนักถึงระดับเงินเดือนและแนวโน้มการเติบโตของบริษัทคู่แข่ง ด้วยเหตุผลเหล่านี้ การตัดสินใจซื้อสินค้าหรือขายปัจจัยการผลิตมักจะน้อยกว่าความเหมาะสม สิ่งนี้สะท้อนให้เห็นในการกระจายทรัพยากร
- อำนาจของการผูกขาดนี่หมายถึงความสามารถของบริษัทในการควบคุมราคาผลิตภัณฑ์ของตนในตลาด ในการแสวงหาผลกำไรสูงสุด การผูกขาดมีแนวโน้มที่จะกำหนดราคาให้สูงกว่าการแข่งขันโดยเสรี และสิ่งนี้นำไปสู่การแจกจ่ายทรัพยากรเพื่อสนับสนุนการผูกขาด การควบคุมผลกำไรจากการผูกขาดเป็นเหตุผลหนึ่งที่รัฐบาลเข้าแทรกแซงกลไกราคาผ่านการออกกฎหมายและการโอนสัญชาติ
- ปัจจัยภายนอก.กิจกรรมทางเศรษฐกิจของสังคมใด ๆ ก็ตามมาด้วย ต้นทุนทางสังคม(มลภาวะ เสียง) ที่บริษัทไม่ได้คำนึงถึงในการกำหนดระดับราคา การมีอยู่ของต้นทุนทางสังคมดังกล่าวหมายความว่าราคาไม่ได้สะท้อนถึงอรรถประโยชน์ที่แท้จริงที่ผู้บริโภคได้รับอย่างเต็มที่ ด้วยเหตุนี้ ผู้บริโภคจึงไม่ได้ใช้รายได้อย่างเหมาะสม ดังนั้น ทรัพยากรจึงไม่ได้รับการกระจายอย่างเหมาะสมที่สุด ในระบบเศรษฐกิจแบบผสมผสาน ปัจจัยภายนอกจะถูกควบคุมโดยรัฐผ่านการใช้กฎหมาย การจัดตั้งภาษีและเงินอุดหนุน
- สินค้าสาธารณะ.โดยธรรมชาติแล้วกลไกราคาไม่สามารถใช้ได้กับสินค้าสาธารณะ เช่น ถนน ตำรวจ กลาโหม สินค้าดังกล่าวถูกใช้โดยประชากรทั้งหมดหรือส่วนใหญ่ และผู้ใช้ไม่สามารถชำระเงินผ่านระบบราคาได้ ในระบบเศรษฐกิจแบบผสมผสาน รัฐยังมีส่วนร่วมในการแก้ไขปัญหาเหล่านี้ด้วย
3. การกระจายทรัพยากรในระบบเศรษฐกิจการสั่งการเศรษฐกิจสั่งการคือเศรษฐกิจที่รัฐบาลตัดสินใจเกี่ยวกับปริมาณการผลิตและการจัดสรรทรัพยากร เพื่อจุดประสงค์นี้ประเทศมักจะสร้าง หน่วยงานวางแผนกลาง (CPO). หน่วยงานนี้เป็นเครื่องมือการบริหารขนาดใหญ่ที่พัฒนาแผนของรัฐระยะยาวสำหรับการพัฒนาเศรษฐกิจและออกคำสั่งให้กับผู้จัดการองค์กรในประเด็นต่อไปนี้: ก) สิ่งที่ต้องผลิต; b) จะหาทรัพยากรได้ที่ไหน; c) ใช้เทคนิคการผลิตแบบใด d) สถานที่ที่จะส่งมอบสินค้าที่ผลิต
วิธีการเผยแพร่ผ่านการตัดสินใจของคณะกรรมการการเลือกตั้งกลางถูกนำมาใช้ในทุกประเทศสังคมนิยม ปัจจัยด้านการผลิต ที่อยู่อาศัย บริการด้านการศึกษา และแม้แต่รายได้ส่วนบุคคลอาจมีการแจกจ่าย ในส่วนของสินค้าอุปโภคบริโภค เช่น อาหาร เสื้อผ้า และเครื่องใช้ในครัวเรือน ก็มีตลาดจำหน่าย แต่ราคาตลาดถูกควบคุมโดยรัฐบาล
มีหลายประเทศที่มีการจัดสรรทรัพยากรทั้งหมด รวมถึงสินค้าอุปโภคบริโภคและบริการ ตามคำสั่ง ตัวอย่างเช่น นี่คือวิธีการจัดระเบียบชีวิตทางเศรษฐกิจในเกาหลีเหนือ
ข้อดีและข้อเสียของวิธีการจัดสรรทรัพยากรแบบต่างๆ
ทั้งกลไกตลาดและการจัดการคำสั่งมีทั้งข้อดีและข้อเสีย พิจารณาคุณสมบัติหลักของวิธีการกระจายแต่ละวิธี
1. ข้อดีของกลไกตลาดในประเทศอุตสาหกรรม ประมาณสองในสามของทรัพยากรได้รับการจัดสรรในตลาดภายใต้อิทธิพลของกลไกราคา มาดูข้อดีของวิธีการแจกแจงนี้กัน:
- ประสิทธิภาพทางเศรษฐกิจผู้เสนอระบบการตลาดเชื่อว่าผู้บริโภคเป็นผู้ตัดสินผลประโยชน์ของตนเองได้ดีที่สุด แต่ละคนมุ่งมั่นที่จะบริหารจัดการเงินของตนในลักษณะที่จะได้รับประโยชน์สูงสุด ผู้เสนอการควบคุมแบบรวมศูนย์เชื่อว่าตลาดให้ความสำคัญกับผลประโยชน์ของผู้มีฐานะดีเป็นหลัก และเศรษฐกิจจะถือว่ามีประสิทธิผลก็ต่อเมื่อสะท้อนถึงผลประโยชน์ของสมาชิกทุกคนในสังคม ในความเห็นของพวกเขา เฉพาะในระดับรัฐบาลเท่านั้นที่สามารถจัดการศึกษาผลประโยชน์ของประชากรทั้งหมดและพบการจัดสรรทรัพยากรที่เหมาะสมที่สุด
- มีอิสระในการเลือกมากขึ้นในตลาด ผู้บริโภคสื่อสารกับผู้ผลิต ถ่ายทอดความปรารถนาเกี่ยวกับลักษณะของสินค้าและบริการที่พวกเขาต้องการซื้อ บริษัทต่างๆ ก็ได้สร้างสรรค์ผลิตภัณฑ์ที่เป็นที่ต้องการตามความเห็นของพวกเขา เนื่องจากมีหลายบริษัทและแข่งขันกันเอง ผลิตภัณฑ์จำนวนมากที่มีจุดประสงค์เดียวกันจึงปรากฏในตลาด แต่มีความสามารถและผลงานที่แตกต่างกัน ผู้บริโภคมีโอกาสที่จะเลือกสินค้าและบริการที่หลากหลายได้อย่างอิสระมากกว่าที่จะเกิดในระบบเศรษฐกิจที่มีการวางแผนจากส่วนกลาง
- ตอบสนองอย่างรวดเร็วต่อการเปลี่ยนแปลงของภาวะเศรษฐกิจเศรษฐกิจแบบตลาดตอบสนองได้เร็วกว่าเศรษฐกิจแบบสั่งการต่อสภาวะที่เปลี่ยนแปลง นี่เป็นเพราะความจริงที่ว่าในระดับบริษัท ปัจจัยต่างๆ เช่น ราคาวัตถุดิบหรือเชื้อเพลิงที่สูงขึ้น ความต้องการผลิตภัณฑ์หรือบริการที่ลดลง มีผลกระทบอย่างรุนแรงต่องบประมาณมากกว่าในระดับรัฐ นอกจากนี้ เครื่องมือการบริหารของบริษัทมีขนาดเล็กกว่าศูนย์การผลิตของรัฐอย่างไม่สมส่วน และเวลาที่ต้องใช้ในการตัดสินใจก็น้อยกว่าอย่างไม่สมส่วนด้วย
- แรงจูงใจที่แข็งแกร่งในการรับความเสี่ยงความปรารถนาของบริษัทที่จะชนะการแข่งขันกระตุ้นให้พวกเขาลงทุนที่มีความเสี่ยงโดยหวังว่าจะรักษาหรือขยายส่วนแบ่งการตลาดของตน เนื่องจากบริษัทมีปฏิสัมพันธ์โดยตรงกับผู้บริโภค พวกเขาจึงรู้จักตลาดของตนเป็นอย่างดี และส่วนใหญ่แล้วการลงทุนที่มีความเสี่ยงจะนำไปสู่ความสำเร็จ หากการลงทุนมุ่งเป้าไปที่การพัฒนาเทคโนโลยีก็จะส่งผลให้เศรษฐกิจเติบโตเร็วขึ้น
2. ข้อเสียของกลไกตลาดผู้วิพากษ์วิจารณ์ตลาดเสรีมองเห็นข้อบกพร่องหลายประการในตลาดเสรี เรามาตั้งชื่อเรื่องที่ถูกกล่าวถึงบ่อยที่สุด:
- ความไม่เท่าเทียมกันของรายได้และความมั่งคั่งเป็นที่ถกเถียงกันอยู่ว่าระบบราคานำไปสู่ความไม่เท่าเทียมกันอย่างมากในด้านรายได้และความมั่งคั่ง การผลิตสินค้าและบริการตามการลงคะแนนเสียงด้วยเงิน ทรัพยากรที่ขาดแคลนมุ่งเป้าไปที่การผลิตสินค้าฟุ่มเฟือยสำหรับคนรวยซึ่งมีคะแนนเสียงมากกว่า แทนที่จะมุ่งสู่การผลิตสินค้าสำหรับคนจน ความคิดเห็นนี้มีพื้นฐานที่แท้จริง ตัวอย่างคือการก่อสร้างอาคารพักอาศัยในมอสโก อาคารส่วนใหญ่ที่ถูกสร้างขึ้นมีไว้สำหรับผู้ที่มีเงินจำนวนมาก และในทางปฏิบัติไม่สามารถเข้าถึงได้สำหรับผู้ที่มีรายได้ต่ำกว่าค่าเฉลี่ย ระบบราคาละเลยแนวคิดเรื่องความเป็นธรรม
- การว่างงาน. นักเศรษฐศาสตร์บางคนเชื่อว่ากลไกตลาดเสรีทำให้เศรษฐกิจตกอยู่ในภาวะการว่างงานตามวัฏจักร เนื่องจากไม่มีความเชื่อมโยงที่เข้มงวดระหว่างการตัดสินใจของผู้ผลิตและความตั้งใจของผู้บริโภค ประสบการณ์แสดงให้เห็นว่าหากไม่มีการแทรกแซงของรัฐบาล ความต้องการสินค้าทั้งหมดจะน้อยกว่าปริมาณการผลิตทั้งหมดเป็นระยะๆ ผลที่ตามมาก็คือการสะสมของสินค้าที่ขายไม่ออก ส่งผลให้ผู้ผลิตต้องลดการผลิตและเลิกจ้างพนักงาน การเคลื่อนย้ายทรัพยากรแรงงานในระดับต่ำไม่สามารถตอบสนองความต้องการได้ และเงินสำรองยังคงไม่ได้ใช้
- เงินเฟ้อ. ในช่วงทศวรรษ 1970 และ 1980 ประเทศอุตสาหกรรมส่วนใหญ่และประเทศที่พัฒนาแล้วหลายประเทศประสบปัญหาราคาเพิ่มขึ้นอย่างรวดเร็ว สิ่งนี้ทำให้เกิดความตึงเครียดอย่างรุนแรงในชีวิตทางสังคมและการเมือง ประสบการณ์ในช่วงหลายปีที่ผ่านมาทำให้นักเศรษฐศาสตร์หลายคนโต้แย้งว่าอัตราเงินเฟ้อที่พุ่งสูงขึ้นเป็นระยะๆ เป็นทรัพย์สินทางธรรมชาติของเศรษฐกิจแบบตลาด ในกรณีของการจัดการแบบรวมศูนย์ สามารถยกเว้นปรากฏการณ์ดังกล่าวได้
- ความต้องการที่วางแผนไว้ในความพยายามที่จะดึงดูดผู้บริโภคและรักษายอดขายให้อยู่ในระดับที่มีอยู่หรือเพิ่มขึ้น บริษัทจึงใช้วิธีการโฆษณาที่มีประสิทธิภาพอย่างกว้างขวาง เป้าหมายหลักของการโฆษณาคือการทำให้ผู้บริโภคต้องการซื้อผลิตภัณฑ์ ดังนั้น ผู้ลงโฆษณาจึงมุ่งมั่นที่จะแสดงให้เห็นประโยชน์ที่ผู้บริโภคจะได้รับจากผลิตภัณฑ์อย่างน่าดึงดูดใจ บางครั้งผู้บริโภคไม่ต้องการผลิตภัณฑ์ที่โฆษณา แต่ภายใต้อิทธิพลของการโฆษณาเขาซื้อผลิตภัณฑ์นั้น ปรากฎว่าผู้บริโภคสูญเสียอิสรภาพในตลาด
- ความไม่สมบูรณ์ของตลาดราคาตลาดในบางกรณีไม่สอดคล้องกับผลประโยชน์ที่แท้จริงที่ผู้บริโภคได้รับ พวกเขาอยู่ภายใต้อิทธิพลที่แข็งแกร่งจากการผูกขาด ไม่คำนึงถึงความสูญเสียที่เกี่ยวข้องกับมลภาวะต่อสิ่งแวดล้อม และมักจะรวมถึงค่าใช้จ่ายในการบริหารที่สูงเกินสมควร เมื่อมีข้อบกพร่องดังกล่าว ก็แทบจะเป็นไปไม่ได้เลยที่จะบรรลุเงื่อนไขสำหรับการพัฒนาเศรษฐกิจที่มีประสิทธิผล
3. ข้อดีของระบบเศรษฐกิจแบบสั่งการข้อเสียเปรียบด้านการกระจายสินค้าที่เกิดจากกลไกตลาดจะหายไปเมื่อ CPO ตัดสินใจ มีความเห็นว่าการกระจายแบบรวมศูนย์มีข้อดีดังต่อไปนี้
- การจ้างงานเต็มรูปแบบ CPO สร้างเงื่อนไขสำหรับการใช้ทรัพยากรแรงงานอย่างเต็มที่ หากมีงานไม่เพียงพอในบางภูมิภาค เขาตัดสินใจสร้างโรงงานใหม่หรือสร้างองค์กรใหม่ แม้ว่ากิจกรรมขององค์กรที่สร้างขึ้นใหม่จะไม่สร้างผลกำไรก็ตาม
- อัตราเงินเฟ้อต่ำเนื่องจากในระบบเศรษฐกิจแบบสั่งการ ช่วงราคาสินค้าและบริการทั้งหมดจะถูกกำหนดโดยฝ่ายบริหาร อัตราเงินเฟ้อจึงสามารถรักษาให้อยู่ในระดับที่ต่ำกว่าภายใต้กลไกราคาได้ หาก CPO ไม่สามารถจับคู่อุปทานกับอุปสงค์ได้ การขาดแคลนมีแนวโน้มที่จะนำไปสู่การต่อคิว ตลาดมืด และอาจเกิดความไม่สงบในสังคมมากกว่าราคาที่สูงขึ้น
- การสูญเสียทรัพยากรน้อยที่สุดในระบบเศรษฐกิจสั่งการ CPO วางแผนสำหรับโรงงานทั้งหมดทั้งการผลิตและการจัดจำหน่ายผลิตภัณฑ์สำเร็จรูป ดังนั้นผู้ผลิตจึงไม่เสี่ยงต่อการสูญเสียทรัพยากร รัฐวิสาหกิจไม่ได้รับผลกำไร เงินทั้งหมดที่พวกเขาได้รับจากการขายสินค้าจะกลับไปสู่การผลิตอีกครั้ง ดังนั้นจึงไม่มีการสูญเสียที่เกี่ยวข้องกับการสร้างผลกำไร แน่นอนว่ามีการสูญเสียที่เกิดจากข้อผิดพลาดของ CPU อยู่เสมอ แต่การสูญเสียเหล่านี้มักจะเล็กน้อย
- ความสามารถที่มากขึ้นในการปรับตัวให้เข้ากับผลกระทบภายนอกผลกระทบที่เป็นอันตรายจากการผลิตและการบริโภคต่อสิ่งแวดล้อมทุกประเภทอยู่ภายใต้การควบคุมของหน่วยงานภาครัฐ และศูนย์ตรวจสอบการศึกษาได้รวมงานเพื่อแก้ไขผลกระทบเหล่านี้ในแผนวิสาหกิจ ในกรณีที่ไม่สามารถบรรเทาผลกระทบได้ CPO ซึ่งได้รับคำแนะนำจากผลประโยชน์ของสังคมจะสั่งห้ามการผลิต
- ความไม่เท่าเทียมกันขั้นต่ำในด้านรายได้และความมั่งคั่งเนื่องจาก CPE กำหนดราคาของปัจจัยการผลิตทั้งหมด จึงสามารถลดความไม่เท่าเทียมกันในการกระจายรายได้และความมั่งคั่งได้ ในระบบเศรษฐกิจแบบสั่งการ ผู้คนไม่สามารถสะสมทุนจำนวนมากได้ เนื่องจากวิสาหกิจขนาดใหญ่ทั้งหมดเป็นของรัฐ นอกจากนี้ รัฐยังมีความสามารถในการกำหนดมาตรฐานที่ต้องการสำหรับที่อยู่อาศัย การดูแลสุขภาพ และการศึกษาสำหรับสมาชิกทุกคนในสังคม โดยปกติแล้วจะพยายามให้แน่ใจว่าไม่มีความแตกต่างในสภาพความเป็นอยู่มากเกินไป
4. ข้อเสียของเศรษฐกิจแบบสั่งการเศรษฐกิจแบบสั่งการได้รับการวิพากษ์วิจารณ์จากนักเศรษฐศาสตร์มากกว่าเศรษฐกิจแบบตลาด ตามที่นักเศรษฐศาสตร์ส่วนใหญ่กล่าวว่า เศรษฐกิจแบบสั่งการนั้นมีข้อบกพร่องโดยพื้นฐาน ไม่ได้ดำเนินการโดยผู้บริโภคหรือผู้ผลิตเอง แต่โดยตัวแทนในหน่วยงานของรัฐ ด้วยเหตุนี้จึงมีข้อเสียร้ายแรงหลายประการ ลองพิจารณาสิ่งที่นักวิจารณ์อ้างถึงบ่อยที่สุด
- ต้นทุนข้อมูลสำหรับงานของศูนย์การผลิตแบบรวมศูนย์ จำเป็นต้องมีข้อมูลจำนวนมากกว่าบริษัทเอกชนมาก ข้อมูลจะต้องรวบรวมจากทั้งประเทศ ผู้เชี่ยวชาญที่มีคุณสมบัติสูงในการวิจัยสินค้าโภคภัณฑ์ในอุตสาหกรรมต่างๆ เศรษฐศาสตร์ การประมวลผลข้อมูลทางสถิติ การวางแผน และประเด็นอื่นๆ ควรมีส่วนร่วมในการวิเคราะห์ข้อมูล ค่าใช้จ่ายในการรวบรวมและประมวลผลข้อมูลสูงมาก ในระบบเศรษฐกิจแบบตลาด บริษัทต้องการเพียงข้อมูลที่เกี่ยวข้องกับกิจกรรมของตน และข้อมูลส่วนใหญ่มาจาก "คะแนนเสียง" ของเงิน
- ความยากในการประมาณความต้องการหากไม่มีราคาฟรี เป็นการยากมากที่จะประเมินความต้องการสินค้าและบริการในปัจจุบันและในอนาคต บางครั้งความต้องการจะถูกประมาณโดยขนาดของคิวสำหรับสินค้าที่หายากหรือจำนวนสินค้าที่ขายไม่ออก บางครั้งโดยการสำรวจประชากร แต่การประมาณการดังกล่าวจะมีความแม่นยำน้อยกว่าการคำนวณจำนวนการซื้อจริงในตลาดเสรีเสมอ
- ความล่าช้าในการวางแผนการผลิตในระบบเศรษฐกิจการบังคับบัญชา หลังจากที่รวบรวมข้อมูลที่จำเป็นและทำการตัดสินใจแล้ว ก็จะใช้เวลาจำนวนมากในการวางแผนสำหรับวิสาหกิจของประเทศ ในระหว่างการวางแผน ความต้องการของผู้บริโภคและความต้องการทรัพยากรของผู้ผลิตสามารถเปลี่ยนแปลงได้อย่างมีนัยสำคัญ ส่งผลให้ปริมาณการผลิตอาจไม่ตรงกับความต้องการที่แท้จริงและเทคโนโลยีอาจล้าหลัง
- การสูญเสียแรงจูงใจเป็นที่ทราบกันดีว่าในระบบเศรษฐกิจแบบตลาด กลไกราคาสร้างแรงจูงใจในการพัฒนาธุรกิจและยังผลักดันให้ผู้คนลงทุนที่มีความเสี่ยง ในระบบเศรษฐกิจแบบสั่งการ ซึ่งรัฐเป็นผู้ควบคุมราคาและค่าจ้าง สิ่งจูงใจเหล่านี้อ่อนแอมาก โอกาสในการเพิ่มรายได้มีน้อย การรักษารายได้ที่มีอยู่ไม่ต้องใช้ความพยายามมากนัก เนื่องจากสถานการณ์เหล่านี้ ผลผลิตของคนงานจำนวนมากจึงต่ำ
- สินค้าและบริการมีให้เลือกจำกัดในระบบเศรษฐกิจแบบสั่งการ มีแนวโน้มที่จะสร้างมาตรฐานของผลิตภัณฑ์และคำนึงถึงรสนิยมส่วนบุคคลเพียงเล็กน้อย การเลือกสินค้าและบริการนั้นแคบกว่าในตลาดที่มีการแข่งขันมาก เนื่องจากความต้องการสินค้าและบริการเกิดขึ้นจากผลิตภัณฑ์ที่มีอยู่ในตลาด ผู้บริโภคจึงแสดงความปรารถนาในขอบเขตที่จำกัดมาก ด้วยเหตุนี้การขยายขอบเขตจึงช้า
เลโอนิด เยฟเกเนียวิช สตรอฟสกี้- วิทยาศาสตรดุษฎีบัณฑิต ศาสตราจารย์ หัวหน้าภาควิชาการจัดการกิจกรรมทางเศรษฐกิจต่างประเทศขององค์กร คณะความสัมพันธ์ระหว่างประเทศ Ural Federal University (Ural Federal University)
ผลิตในระบบเศรษฐกิจตลาด? หมายถึงการใช้อุปกรณ์และเทคโนโลยีการผลิตใหม่การใช้อุปกรณ์และเทคโนโลยีใหม่ช่วยเพิ่มประสิทธิภาพทางเศรษฐกิจอันเป็นผลมาจากต้นทุนการผลิตที่ลดลง ประสิทธิภาพทางเศรษฐกิจไม่เพียงขึ้นอยู่กับอุปกรณ์และเทคโนโลยีเท่านั้น แต่ยังขึ้นอยู่กับราคาทรัพยากรในตลาดด้วย ตัวอย่างเช่น เทคโนโลยีที่ต้องใช้ทรัพยากรทางกายภาพเพียงไม่กี่อย่างในการผลิตปริมาณผลผลิตที่กำหนดอาจไม่มีประสิทธิภาพในเชิงเศรษฐกิจหากราคาตลาดสำหรับทรัพยากรที่จำเป็นสูงเกินไป จึงเป็นนิยามใหม่ของประสิทธิภาพ
ประสิทธิภาพทางเศรษฐกิจหมายถึงผลผลิตสูงสุดด้วยต้นทุนขั้นต่ำ
การวิเคราะห์แสดงให้เห็นว่าระบบตลาดสามารถปรับตัวให้เข้ากับการเปลี่ยนแปลงของเทคโนโลยีและโครงสร้างการจัดหาทรัพยากรได้ แต่สิ่งหนึ่ง? การปรับตัวให้เข้ากับการเปลี่ยนแปลงที่เกิดขึ้นแล้วเป็นอีกเรื่องหนึ่งโดยสิ้นเชิง? เริ่มต้นการเปลี่ยนแปลงที่นำไปสู่การเพิ่มผลผลิตและระดับความเป็นอยู่ที่ดีทางวัตถุในสังคมที่สูงขึ้น
คำถาม: ระบบตลาดสามารถจัดหาวิธีการผลิตแบบใหม่บนพื้นฐานความก้าวหน้าทางเทคนิคให้กับเศรษฐกิจได้หรือไม่?
คำตอบ: ระบบตลาดที่มีการแข่งขันมีแรงจูงใจสำหรับความก้าวหน้าทางเทคโนโลยี คู่แข่งจะต้องทำตามแบบอย่างของบริษัทที่ก้าวหน้าที่สุด ไม่อย่างนั้นพวกเขาจะโดน “ลงโทษ” ในรูปแบบของการสูญเสียทันที แต่ในระยะยาวล่ะ? และอยู่ในรูปของการล้มละลาย ในเรื่องนี้ มีการกระจายทรัพยากรอย่างต่อเนื่องจากอุตสาหกรรมที่อุปกรณ์และเทคโนโลยีการผลิตมีประสิทธิภาพน้อยกว่าไปยังอุตสาหกรรมที่มีประสิทธิภาพมากขึ้น
คำถาม: ผู้ประกอบการที่ทำหน้าที่เป็นผู้ริเริ่มสามารถรับทรัพยากรที่จำเป็นสำหรับการผลิตเครื่องจักรและอุปกรณ์ซึ่งขึ้นอยู่กับความก้าวหน้าทางเทคนิคผ่านระบบตลาดได้หรือไม่
คำตอบ: ใช่ ผู้ประกอบการสามารถรับได้ ประการแรกคือ ผู้ประกอบการที่มีความโน้มเอียงที่จะจัดสรรกำไรส่วนหนึ่งไว้สะสมเพื่อขยายการผลิตในอนาคต ด้วยการทำเช่นนี้ เขาสามารถสร้างรายได้มากขึ้นในรูปของผลกำไรในอนาคตหากนวัตกรรมพิสูจน์ได้ว่าประสบความสำเร็จ
หากต้องการตรวจสอบความรู้ที่ได้รับด้วยตนเอง ให้ทำภารกิจการฝึกอบรมจากชุดวัตถุสำหรับย่อหน้าปัจจุบัน
กระบวนการผลิตสายเคเบิลสามารถแบ่งออกเป็นหลายขั้นตอน: การวาดและเจาะชิ้นงานทีละขั้นตอน การใช้ฉนวนและปลอก การขยาย การขนส่ง มาติดตามกันตามลำดับ:
ประการแรก มุมมองทั่วไปของการประชุมเชิงปฏิบัติการทั้งสองแห่งซึ่งมีขั้นตอนหลักของการผลิตเกิดขึ้น
1. เวิร์คช็อปการวาดเส้นและการบิดเกลียว ที่นี่จะมีการประมวลผลเบื้องต้นของเหล็กลวดทองแดงซึ่งเป็นวัตถุดิบหลักสำหรับการผลิตผลิตภัณฑ์เคเบิลและลวด (CPP)
2. การประชุมเชิงปฏิบัติการเรื่องการติดฉนวนและเปลือก เวิร์กช็อปนี้ประกอบด้วยไลน์การอัดรีดซึ่งมีช่องว่างทองแดงอยู่ในรูปของผลิตภัณฑ์สำเร็จรูป
โรงงานได้รับแท่งทองแดง ซึ่งผลิตโดยการหล่อและรีดอย่างต่อเนื่องจากแคโทดทองแดง เหล็กลวดเป็นชิ้นงานหยาบซึ่งมีเส้นผ่านศูนย์กลางขนาดใหญ่ ใช้สำหรับการผลิตลวดขั้นต่อไป
3. เครื่องวาดรูปหยาบ VM-13. ออกแบบมาสำหรับดึงแท่งทองแดงเป็นเส้นลวด การวาดเป็นกระบวนการขึ้นรูปโลหะเย็น โดยลวดที่ผ่านการแปรรูปหรือชิ้นงานอื่น ๆ จะผ่านเครื่องมือวาดภาพ (แม่พิมพ์) และรับรูปร่างและขนาดของช่องภายในที่มีหน้าตัดน้อยกว่าหน้าตัดของ ชิ้นงาน การลดหน้าตัดจะทำให้ความยาวของเส้นลวดเพิ่มขึ้น เครื่องนี้ออกแบบมาสำหรับการวาดภาพที่มีเส้นผ่านศูนย์กลาง 9 มม. ถึง 1.6-4.3 มม.
4. มุมมองทั่วไปของคอมเพล็กซ์การวาดภาพ Nihoff เครื่องวาดแบบ 12 เส้น ออกแบบมาสำหรับการวาดลวดทองแดงละเอียดปานกลางเป็นเกลียว นี่เป็นช่องว่างสำหรับการบิดเป็นเกลียวเพิ่มเติม นี่คือจุดเริ่มต้นของการผลิตสายเคเบิลมัลติคอร์แบบยืดหยุ่น
5. เมื่อวาดจะเกิดการแข็งตัวด้วยความเย็นซึ่งจะทำให้ค่าการนำไฟฟ้าของสายไฟแย่ลง นอกจากนี้ในระหว่างการวาดคุณสมบัติพลาสติกของโลหะจะเปลี่ยนไป: มีความเข้มแข็ง (แข็งตัว) โครงสร้างเปลี่ยนไปเม็ดโลหะถูกบดขยี้ในทิศทางของการวาดนั่นคือพื้นผิวจะเกิดขึ้น การถอด "การชุบแข็ง" และได้ลวดอ่อนทำได้โดยการให้ความร้อนโลหะจนถึงอุณหภูมิที่กำหนด ค้างไว้สักระยะหนึ่งแล้วทำให้เย็นลงที่อุณหภูมิห้อง ในกรณีนี้โลหะจะมีความเหนียวอีกครั้ง
การอบชุบด้วยความร้อนของโลหะซึ่งในระหว่างที่คุณสมบัติดั้งเดิมกลับคืนมานั้นเรียกว่าการหลอม อุณหภูมิและระยะเวลาในการอบอ่อนขึ้นอยู่กับคุณสมบัติและขนาดของเส้นลวด เพื่อป้องกันลวดทองแดงจากการเกิดออกซิเดชัน จะต้องอบอ่อนในเตาไอน้ำหรือเตาสุญญากาศแบบพิเศษ ความยุ่งเหยิงของลวดถูกส่งผ่านอุปกรณ์อบอ่อนแบบพาสทรู ซึ่งช่วยประหยัดเวลาโดยไม่ใช้การอบอ่อนของเตาเผา
6. หลังจากการหลอมแล้ว เข็ดที่เสร็จแล้วจะถูกพันบนภาชนะเทคโนโลยี ที่นี่คุณสามารถเห็นกลไกเลย์เอาต์ได้อย่างชัดเจนซึ่งประกอบด้วยไดรฟ์และอุปกรณ์เลย์เอาต์ วางผลิตภัณฑ์โดยอาศัยสเปรดเดอร์เคลื่อนที่ไปตามแกนของรีลรับหนึ่งรอบเท่ากับเส้นผ่านศูนย์กลางของผลิตภัณฑ์ที่ได้รับ เมื่อจำนวนรอบของล้อรับลดลง ความเร็วในการเคลื่อนที่ของสเปรดเดอร์ก็ลดลงเช่นกัน
7. แกนม้วนเปล่า
8. ในขั้นตอนต่อไป ความยุ่งเหยิงจากการจ่ายเงินที่ใช้งานอยู่หลายครั้งจะถูกป้อนเข้าไปในเครื่องบิดโดยที่ความยุ่งเหยิงนั้นบิดเป็นเกลียวซึ่งเป็นช่องว่างสำหรับการผลิตสายไฟของแบรนด์ PVS, ShVVP, VP-3 การพันเกลียวเป็นหนึ่งในกระบวนการทางเทคโนโลยีที่พบบ่อยที่สุดในการผลิตสายเคเบิล ตัวนำกระแสไฟและสายไฟเปลือยถูกบิดจากสายไฟแต่ละเส้น
สายเคเบิลและสายไฟถูกบิดจากแกนหุ้มฉนวนหรือ (ในการผลิตสายเคเบิลสื่อสาร) ส่วนประกอบ - กลุ่มมัดซึ่งบิดสายเคเบิลตามลำดับ ในกระบวนการนี้ แต่ละองค์ประกอบ (ลวด เส้นลวด กลุ่ม มัด) จะถูกรวมเข้าด้วยกัน โดยแต่ละองค์ประกอบจะอยู่ในแนวเกลียวรอบองค์ประกอบส่วนกลาง (หนึ่งรายการขึ้นไป)
9. ภายในของเครื่องบิดที่มีอุปกรณ์รับแบบหมุน เส้นที่บิดเบี้ยวนั้นถูกพันไว้บนภาชนะเทคโนโลยีให้เป็นเกลียวที่เสร็จแล้ว การบิดเกิดขึ้นจากการรวมกันของการเคลื่อนไหวสองแบบ: เชิงเส้น (แปล) และการหมุน
ในกรณีนี้การหมุนสามารถทำได้ทั้งตามเข็มนาฬิกาและทวนเข็มนาฬิกา ทิศทางของการบิดจะตัดสินโดยการจัดเรียงของการหมุนขององค์ประกอบในผลิตภัณฑ์ที่บิดเบี้ยว การบิดตัวเรียกว่าการเลี้ยวซ้ายเมื่อแต่ละองค์ประกอบของการบิดเมื่อมองตามแกนหมุนจากขวาไปซ้าย และขวาเมื่อวิถีขององค์ประกอบเปลี่ยนจากซ้ายไปขวา
10. มีเครื่องวาดรูป DHC ละเอียด-กลางอยู่ใกล้ๆ ต่างจาก Nihoff ตรงที่ดึงแกนเดียวด้วยการหลอมต่อรอบ
11.ชิ้นงานที่ได้หลังการวาด
12. มันจะเข้าไปในเครื่องบิดเกลียวโดยผ่านผลตอบแทนแบบพาสซีฟ การคืนทุนจะแบ่งออกเป็นแบบพาสซีฟและแอคทีฟตามหลักการคืนชิ้นงานออกจากดรัม งานหลักของผลตอบแทนที่ได้คือเพื่อให้แน่ใจว่าชิ้นงานมีการม้วนสม่ำเสมอด้วยความเร็วและความตึงคงที่
13. ส่วนประกอบของเครื่องบิดเกลียวที่ลวดผ่านก่อนบิด
15. เกลียวสำเร็จรูปที่เตรียมไว้สำหรับปูฉนวน
16. ตัวป้อนแบบแอคทีฟซึ่งเส้นจะถูกป้อนเข้ากับสายการอัดรีด
17. สารประกอบพลาสติกพีวีซีเป็นเม็ด วัสดุสำหรับทาฉนวนและปลอก สารประกอบพลาสติกโพลีไวนิลคลอไรด์ที่ใช้ในอุตสาหกรรมเคเบิลเป็นส่วนผสมของเรซินโพลีไวนิลคลอไรด์ (โพลีไวนิลคลอไรด์) ที่ได้จากการเกิดปฏิกิริยาพอลิเมอไรเซชันของไวนิลคลอไรด์ด้วยพลาสติไซเซอร์ สารเพิ่มความคงตัว สารตัวเติม และส่วนประกอบอื่น ๆ
18. สายการอัดรีด หน่วยสำหรับติดฉนวนและเปลือกพลาสติกประกอบด้วยเครื่องอัดรีด อุปกรณ์ส่งออก อุปกรณ์ดึงและรับ อ่างทำความเย็น อุปกรณ์ควบคุมและควบคุม จากอุปกรณ์ส่งออก สายไฟ แกนบิด หรือช่องว่างสำหรับปลอกจะเข้าสู่หัวเครื่องอัดรีด อุปกรณ์เบรกของอุปกรณ์ถอดออกทำหน้าที่ดึงแกนให้ตึงอย่างต่อเนื่อง และป้องกันไม่ให้ดรัมหรือแกนลวดคลี่คลายเมื่อเครื่องหยุดทำงานหรือความเร็วในการอัดรีดลดลง
ขั้นแรก เม็ดพลาสติกจะถูกหลอมด้วยสกรูให้มีมวลเป็นเนื้อเดียวกัน เพื่อการยึดเกาะที่ดีขึ้นและป้องกันการก่อตัวของการรวมตัวของอากาศบนแกน โดยเฉพาะอย่างยิ่งเมื่อใช้ฉนวนโพลีเอทิลีน อุปกรณ์จะถูกติดตั้งที่ด้านหน้าของหัวเครื่องอัดรีดเพื่อให้ความร้อนแก่แกนด้วยกระแสไฟฟ้าผ่านระบบลูกกลิ้งที่ใช้แรงดันไฟฟ้าที่ต้องการ . แกนที่ให้ความร้อนถึง 100-150°C จะเข้าสู่หัวเครื่องอัดรีด
19. เครื่องอัดรีด (เครื่องกดหนอน) ที่หัวเครื่องอัดรีด พลาสติกหลอมเหลวจะถูกอัดผ่านช่องว่างวงแหวนระหว่างแมนเดรลและแม่พิมพ์ในรูปแบบของเปลือกและนำไปใช้กับลวด
20. อ่างทำความเย็นด้วยน้ำประปาที่อยู่ด้านหลังหัวเครื่องอัดรีดซึ่งลวดหรือสายเคเบิลเข้าไปหลังจากใช้ปลอกพลาสติกจะต้องมีความยาวจนฉนวนหรือปลอกมีเวลาตามโหมดการทำความเย็นและความเร็วในการกดที่เลือกไว้ เพื่อทำให้เย็นลงถึง 60-70° ตลอดความหนาทั้งหมด C การระบายความร้อนที่ไม่เพียงพอทำให้เกิดการเคลื่อนตัวของแกนกลางหรือการพังทลายของฉนวนและเปลือก
21. แผงควบคุมสายการอัดรีด
22. หลังจากอ่างทำความเย็น ลวดจะเข้าสู่อุปกรณ์สำหรับเป่าน้ำและทำให้แห้ง จากนั้นเข้าไปในอุปกรณ์ดึงและจ่ายผ่านตัวชดเชยไปยังเพลารับ เมื่อใช้ฉนวน จะมีการติดตั้งเครื่องทดสอบแรงดันไฟฟ้าแบบแห้งที่ด้านหน้าตัวชดเชยหรืออุปกรณ์ดึง
24. ตัวรับสายการอัดรีด
25. เมื่อทำสายเคเบิลแบบมัลติคอร์ แกนหุ้มฉนวนแต่ละเส้นจะบิดงอ การบิดแกนหุ้มฉนวนเข้ากับสายเคเบิลในการผลิตสายไฟสามารถทำได้โดยใช้หรือไม่ต้องคลายเกลียวก็ได้ เมื่อบิดโดยไม่ต้องคลายเกลียว การบิดแกนเพิ่มเติมที่เกิดขึ้นเองตามธรรมชาติจะเกิดขึ้นรอบแกนของมันเอง สิ่งนี้นำไปสู่การเสียรูปของฉนวนเฟสและส่งผลให้เกิดข้อบกพร่องเพิ่มเติมในรูปแบบของริ้วรอยและรอยบุบ ปรากฏการณ์นี้สังเกตได้ชัดเจนเป็นพิเศษเมื่อบิดตัวนำที่มีหน้าตัดขนาดใหญ่และมีความหนาของฉนวนสูง
การบิดเป็นกระบวนการบิดซึ่งทิศทางการบิดของแกนฉนวนเกิดขึ้นพร้อมกับทิศทางการบิดของสายไฟในชั้นนอกของแกนฉนวน การบิดตัวเป็นการคลี่คลาย เราหมายถึงกระบวนการบิดตัวซึ่งมีทิศทางตรงกันข้าม
26. การบิดแกนก่อนบิดจะดำเนินการในเครื่องบิดดิสก์แบบธรรมดาซึ่งติดตั้งอุปกรณ์บิดแบบพิเศษ บ่อยครั้งที่อุปกรณ์นี้ถูกรวมเข้ากับกลไกการบดอัด ในกรณีนี้ลูกกลิ้งบดอัดนอกเหนือจากการหมุนรอบแกนของตัวเองแล้วยังหมุนรอบแกนของสายเคเบิลด้วย ฉนวนเฟสถูกนำไปใช้กับแกนที่บิดไว้ล่วงหน้า ดังนั้นหลังจากการบิดทั่วไปซึ่งเสร็จสิ้นด้วยการคลายเกลียว คุณภาพของฉนวนเฟสจะไม่ลดลง
27. แกนบิดจะถูกส่งไปยังสายการอัดรีดเพื่อใช้เป็นฉนวนทั่วไปในภายหลัง
28. หลังจากติดฉนวนแล้ว ให้ป้อนสายเคเบิลเพื่อขยาย ที่นี่จะต้องผ่านการควบคุมคุณภาพและบรรจุหีบห่อ
29. สินค้าสำเร็จรูปเพื่อการขนส่ง
กระบวนการผลิตสายเคเบิลสามารถแบ่งออกเป็นหลายขั้นตอน: การวาดและเจาะชิ้นงานทีละขั้นตอน การใช้ฉนวนและปลอก การขยาย การขนส่ง มาติดตามกันตามลำดับ:
ประการแรก มุมมองทั่วไปของการประชุมเชิงปฏิบัติการทั้งสองแห่งซึ่งมีขั้นตอนหลักของการผลิตเกิดขึ้น
1. เวิร์คช็อปการวาดเส้นและการบิดเกลียว ที่นี่จะมีการประมวลผลเบื้องต้นของเหล็กลวดทองแดงซึ่งเป็นวัตถุดิบหลักสำหรับการผลิตผลิตภัณฑ์เคเบิลและลวด (CPP)
2. การประชุมเชิงปฏิบัติการเรื่องการติดฉนวนและเปลือก เวิร์กช็อปนี้ประกอบด้วยไลน์การอัดรีดซึ่งมีช่องว่างทองแดงอยู่ในรูปของผลิตภัณฑ์สำเร็จรูป 
โรงงานได้รับแท่งทองแดง ซึ่งผลิตโดยการหล่อและรีดอย่างต่อเนื่องจากแคโทดทองแดง เหล็กลวดเป็นชิ้นงานหยาบ มักจะมีเส้นผ่านศูนย์กลางใหญ่ ซึ่งใช้สำหรับการผลิตลวดขั้นต่อไป
3. เครื่องวาดรูปหยาบ VM-13. ออกแบบมาสำหรับดึงแท่งทองแดงเป็นเส้นลวด การวาดเป็นกระบวนการขึ้นรูปโลหะเย็น โดยลวดที่ผ่านการแปรรูปหรือชิ้นงานอื่น ๆ จะผ่านเครื่องมือวาดภาพ (แม่พิมพ์) และรับรูปร่างและขนาดของช่องภายในที่มีหน้าตัดน้อยกว่าหน้าตัดของ ชิ้นงาน การลดหน้าตัดจะทำให้ความยาวของเส้นลวดเพิ่มขึ้น เครื่องนี้ออกแบบมาสำหรับการวาดภาพที่มีเส้นผ่านศูนย์กลาง 9 มม. ถึง 1.6-4.3 มม. 
4. มุมมองทั่วไปของคอมเพล็กซ์การวาดภาพ Nihoff เครื่องวาดแบบ 12 เส้น ออกแบบมาสำหรับการวาดลวดทองแดงละเอียดปานกลางเป็นเกลียว นี่เป็นช่องว่างสำหรับการบิดเป็นเกลียวเพิ่มเติม นี่คือจุดเริ่มต้นของการผลิตสายเคเบิลมัลติคอร์แบบยืดหยุ่น 
5. เมื่อวาดจะเกิดการแข็งตัวด้วยความเย็นซึ่งจะทำให้ค่าการนำไฟฟ้าของสายไฟแย่ลง นอกจากนี้ในระหว่างการวาดคุณสมบัติพลาสติกของโลหะจะเปลี่ยนไป: มีความเข้มแข็ง (แข็งตัว) โครงสร้างเปลี่ยนไปเม็ดโลหะถูกบดขยี้ในทิศทางของการวาดนั่นคือพื้นผิวจะเกิดขึ้น การถอด "การชุบแข็ง" และได้ลวดอ่อนทำได้โดยการให้ความร้อนโลหะจนถึงอุณหภูมิที่กำหนด ค้างไว้สักระยะหนึ่งแล้วทำให้เย็นลงที่อุณหภูมิห้อง ในกรณีนี้โลหะจะมีความเหนียวอีกครั้ง
การอบชุบด้วยความร้อนของโลหะซึ่งในระหว่างที่คุณสมบัติดั้งเดิมกลับคืนมานั้นเรียกว่าการหลอม อุณหภูมิและระยะเวลาในการอบอ่อนขึ้นอยู่กับคุณสมบัติและขนาดของเส้นลวด เพื่อป้องกันลวดทองแดงจากการเกิดออกซิเดชัน จะต้องอบอ่อนในเตาไอน้ำหรือเตาสุญญากาศแบบพิเศษ ความยุ่งเหยิงของลวดถูกส่งผ่านอุปกรณ์อบอ่อนแบบพาสทรู ซึ่งช่วยประหยัดเวลาโดยไม่ใช้การอบอ่อนของเตาเผา 
6. หลังจากการหลอมแล้ว เข็ดที่เสร็จแล้วจะถูกพันบนภาชนะเทคโนโลยี ที่นี่คุณสามารถเห็นกลไกเลย์เอาต์ได้อย่างชัดเจนซึ่งประกอบด้วยไดรฟ์และอุปกรณ์เลย์เอาต์ วางผลิตภัณฑ์โดยอาศัยสเปรดเดอร์เคลื่อนที่ไปตามแกนของรีลรับหนึ่งรอบเท่ากับเส้นผ่านศูนย์กลางของผลิตภัณฑ์ที่ได้รับ เมื่อจำนวนรอบของล้อรับลดลง ความเร็วในการเคลื่อนที่ของสเปรดเดอร์ก็ลดลงเช่นกัน 
7. แกนม้วนเปล่า 
8. ในขั้นตอนต่อไป ความยุ่งเหยิงจากการจ่ายเงินที่ใช้งานอยู่หลายครั้งจะถูกป้อนเข้าไปในเครื่องบิดโดยที่ความยุ่งเหยิงนั้นบิดเป็นเกลียวซึ่งเป็นช่องว่างสำหรับการผลิตสายไฟของแบรนด์ PVS, ShVVP, VP-3 การพันเกลียวเป็นหนึ่งในกระบวนการทางเทคโนโลยีที่พบบ่อยที่สุดในการผลิตสายเคเบิล ตัวนำกระแสไฟและสายไฟเปลือยถูกบิดจากสายไฟแต่ละเส้น
สายเคเบิลและสายไฟถูกบิดจากแกนหุ้มฉนวนหรือ (ในการผลิตสายเคเบิลสื่อสาร) ส่วนประกอบ - กลุ่มมัดซึ่งในทางกลับกันสายเคเบิลจะถูกบิด ในกระบวนการนี้ แต่ละองค์ประกอบ (ลวด เส้นลวด กลุ่ม มัด) จะถูกรวมเข้าด้วยกัน โดยแต่ละองค์ประกอบจะอยู่ในแนวเกลียวรอบองค์ประกอบส่วนกลาง (หนึ่งรายการขึ้นไป) 
9. ภายในของเครื่องบิดที่มีอุปกรณ์รับแบบหมุน เส้นที่บิดเบี้ยวนั้นถูกพันไว้บนภาชนะเทคโนโลยีให้เป็นเกลียวที่เสร็จแล้ว การบิดเกิดขึ้นจากการรวมกันของการเคลื่อนไหวสองแบบ: เชิงเส้น (แปล) และการหมุน
ในกรณีนี้การหมุนสามารถทำได้ทั้งตามเข็มนาฬิกาและทวนเข็มนาฬิกา ทิศทางของการบิดจะตัดสินโดยการจัดเรียงของการหมุนขององค์ประกอบในผลิตภัณฑ์ที่บิดเบี้ยว การบิดตัวเรียกว่าการบิดซ้ายเมื่อแต่ละองค์ประกอบของการบิดเมื่อมองตามแกนหมุนจากขวาไปซ้าย และขวาเมื่อวิถีขององค์ประกอบเปลี่ยนจากซ้ายไปขวา 
10. มีเครื่องวาดรูป DHC ละเอียด-กลางอยู่ใกล้ๆ ต่างจาก Nihoff ตรงที่ดึงแกนเดียวด้วยการหลอมต่อรอบ 
11.ชิ้นงานที่ได้หลังการวาด 
12. มันจะเข้าไปในเครื่องบิดเกลียวโดยผ่านผลตอบแทนแบบพาสซีฟ การคืนทุนจะแบ่งออกเป็นแบบพาสซีฟและแอคทีฟตามหลักการคืนชิ้นงานออกจากดรัม งานหลักของผลตอบแทนที่ได้คือเพื่อให้แน่ใจว่าชิ้นงานมีการม้วนสม่ำเสมอด้วยความเร็วและความตึงคงที่ 
13. ส่วนประกอบของเครื่องบิดเกลียวที่ลวดผ่านก่อนบิด 
14. 
15. เกลียวสำเร็จรูปที่เตรียมไว้สำหรับปูฉนวน 
16. ตัวป้อนแบบแอคทีฟซึ่งเส้นจะถูกป้อนเข้ากับสายการอัดรีด 
17. สารประกอบพลาสติกพีวีซีเป็นเม็ด วัสดุสำหรับทาฉนวนและปลอก สารประกอบพลาสติกโพลีไวนิลคลอไรด์ที่ใช้ในอุตสาหกรรมเคเบิลเป็นส่วนผสมของเรซินโพลีไวนิลคลอไรด์ (โพลีไวนิลคลอไรด์) ที่ได้จากการเกิดปฏิกิริยาพอลิเมอไรเซชันของไวนิลคลอไรด์ด้วยพลาสติไซเซอร์ สารเพิ่มความคงตัว สารตัวเติม และส่วนประกอบอื่น ๆ 
18. สายการอัดรีด หน่วยสำหรับติดฉนวนและเปลือกพลาสติกประกอบด้วยเครื่องอัดรีด อุปกรณ์ส่งออก อุปกรณ์ดึงและรับ อ่างทำความเย็น อุปกรณ์ควบคุมและควบคุม จากอุปกรณ์ส่งออก สายไฟ แกนบิด หรือช่องว่างสำหรับปลอกจะเข้าสู่หัวเครื่องอัดรีด อุปกรณ์เบรกของอุปกรณ์ถอดออกทำหน้าที่ดึงแกนให้ตึงอย่างต่อเนื่อง และป้องกันไม่ให้ดรัมหรือแกนลวดคลี่คลายเมื่อเครื่องหยุดทำงานหรือความเร็วในการอัดรีดลดลง
ขั้นแรก เม็ดพลาสติกจะถูกหลอมด้วยสกรูให้มีมวลเป็นเนื้อเดียวกัน เพื่อการยึดเกาะที่ดีขึ้นและป้องกันการก่อตัวของการรวมตัวของอากาศบนแกน โดยเฉพาะอย่างยิ่งเมื่อใช้ฉนวนโพลีเอทิลีน อุปกรณ์จะถูกติดตั้งที่ด้านหน้าของหัวเครื่องอัดรีดเพื่อให้ความร้อนแก่แกนด้วยกระแสไฟฟ้าผ่านระบบลูกกลิ้งที่ใช้แรงดันไฟฟ้าที่ต้องการ . แกนที่ได้รับความร้อนถึง 100–150°C จะเข้าสู่หัวเครื่องอัดรีด 
19. เครื่องอัดรีด (เครื่องกดหนอน) ที่หัวเครื่องอัดรีด พลาสติกหลอมเหลวจะถูกอัดผ่านช่องว่างวงแหวนระหว่างแมนเดรลและแม่พิมพ์ในรูปแบบของเปลือกและนำไปใช้กับลวด 
20. อ่างทำความเย็นด้วยน้ำประปาที่อยู่ด้านหลังหัวเครื่องอัดรีดซึ่งลวดหรือสายเคเบิลเข้าไปหลังจากใช้ปลอกพลาสติกจะต้องมีความยาวจนฉนวนหรือปลอกมีเวลาตามโหมดการทำความเย็นและความเร็วในการกดที่เลือกไว้ เพื่อลดอุณหภูมิลงเหลือ 60–70° ตลอดความหนาทั้งหมด C การระบายความร้อนที่ไม่เพียงพอทำให้เกิดการเคลื่อนตัวของแกนกลางหรือการพังทลายของฉนวนและเปลือก 
21. แผงควบคุมสายการอัดรีด 
22. หลังจากอ่างทำความเย็น ลวดจะเข้าสู่อุปกรณ์สำหรับเป่าน้ำและทำให้แห้ง จากนั้นเข้าไปในอุปกรณ์ดึงและจ่ายผ่านตัวชดเชยไปยังเพลารับ เมื่อใช้ฉนวน จะมีการติดตั้งเครื่องทดสอบแรงดันไฟฟ้าแบบแห้งที่ด้านหน้าตัวชดเชยหรืออุปกรณ์ดึง 
23. 
24. ตัวรับสายการอัดรีด 
25. เมื่อทำสายเคเบิลแบบมัลติคอร์ แกนหุ้มฉนวนแต่ละเส้นจะบิดงอ การบิดแกนหุ้มฉนวนเข้ากับสายเคเบิลในการผลิตสายไฟสามารถทำได้โดยใช้หรือไม่ต้องคลายเกลียวก็ได้ เมื่อบิดโดยไม่ต้องคลายเกลียว การบิดแกนเพิ่มเติมที่เกิดขึ้นเองตามธรรมชาติจะเกิดขึ้นรอบแกนของมันเอง สิ่งนี้นำไปสู่การเสียรูปของฉนวนเฟสและส่งผลให้เกิดข้อบกพร่องเพิ่มเติมในรูปแบบของริ้วรอยและรอยบุบ ปรากฏการณ์นี้สังเกตได้ชัดเจนเป็นพิเศษเมื่อบิดตัวนำที่มีหน้าตัดขนาดใหญ่และมีความหนาของฉนวนสูง
การบิดเป็นกระบวนการบิดซึ่งทิศทางการบิดของแกนฉนวนเกิดขึ้นพร้อมกับทิศทางการบิดของสายไฟในชั้นนอกของแกนฉนวน การบิดตัวเป็นการคลี่คลาย เราหมายถึงกระบวนการบิดตัวซึ่งมีทิศทางตรงกันข้าม 
26. การบิดแกนก่อนบิดจะดำเนินการในเครื่องบิดดิสก์แบบธรรมดาซึ่งติดตั้งอุปกรณ์บิดแบบพิเศษ บ่อยครั้งที่อุปกรณ์นี้ถูกรวมเข้ากับกลไกการบดอัด ในกรณีนี้ลูกกลิ้งบดอัดนอกเหนือจากการหมุนรอบแกนของตัวเองแล้วยังหมุนรอบแกนของสายเคเบิลด้วย ฉนวนเฟสถูกนำไปใช้กับแกนที่บิดไว้ล่วงหน้า ดังนั้นหลังจากการบิดทั่วไปซึ่งเสร็จสิ้นด้วยการคลายเกลียว คุณภาพของฉนวนเฟสจะไม่ลดลง 
27. แกนบิดจะถูกส่งไปยังสายการอัดรีดเพื่อใช้เป็นฉนวนทั่วไปในภายหลัง 
28. หลังจากติดฉนวนแล้ว ให้ป้อนสายเคเบิลเพื่อขยาย ที่นี่จะต้องผ่านการควบคุมคุณภาพและบรรจุหีบห่อ 
29. สินค้าสำเร็จรูปเพื่อการขนส่ง 
บทความในหัวข้อ