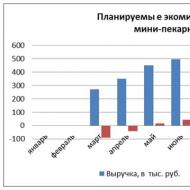
Predevakuovanie a vysokovákuové čerpanie komory je možné vykonávať v manuálnom aj automatickom režime. Hlavné ekonomické problémy spoločnosti: čo vyrábať? ako vyrábať? pre koho vyrábať?; ich riešenie v rôznych ekonomických systémoch
Čerpanie do predného vákua a vysokého vákua v manuálnom režime:
10.2.1. Zapnite pumpu prednej línie" NL1“, stlačte príslušné tlačidlo na obrazovke LCD. Otvorte ventil" VP1" Regulácia tlaku sa vykonáva pomocou tlakového prevodníka PMT6-3M-1 " PT1"PT1" na obrazovke LCD sa rozsvieti nazeleno).
10.2.2. Vypustite komoru do predevakua cez obtokový ventil " VP3" Otvorte ventil" VP3» - stlačte príslušné tlačidlo na obrazovke LCD. Regulácia tlaku sa vykonáva pomocou tlakového prevodníka Pirani 972B " PT3/PM1": vizuálne pomocou prvku na obrazovke LCD (ak je v systéme k dispozícii (alebo je dosiahnuté) požadované predbežné vákuum, indikátor „ PT3/PM1
10.2.3. Vykonajte predvákuové čerpanie turbomolekulárneho čerpadla " NR1" Zatvorte ventil" VP3" Otvorte ventil" VP2" Regulácia tlaku sa vykonáva pomocou tlakového prevodníka " PT2": vizuálne podľa prvku na obrazovke LCD (ak je v systéme k dispozícii (alebo je dosiahnuté) požadované predbežné vákuum, indikátor " PT2» na obrazovke LCD sa zmení na zelenú.
10.2.4. Priveďte vodu na chladenie turbomolekulárneho čerpadla. Stlač tlačidlo.
10.2.5. Spustite turbomolekulárne čerpadlo " NR1" Ak to chcete urobiť, musíte zapnúť turbomolekulárnu pumpu - stlačte tlačidlo na obrazovke LCD NR1" Čas uvedenia čerpadla do prevádzky je približne 3 minúty. Regulácia výkonu pumpy do režimu sa vykonáva pomocou indikátora na napájacom zdroji „AST 600TN“ a vizuálne na LCD obrazovke: prvok „ NR1» sa zvýrazní zelenou farbou.
10.2.6. Vykonajte vysokovákuové čerpanie vákuového potrubia " CV1" Otvorte vákuové tesnenie" VT1"(kliknite na príslušný prvok na obrazovke LCD), otvorte škrtiacu klapku " DT1OTVORENÉPT3/PM1": vizuálne pomocou prvku na obrazovke LCD (ak je v systéme k dispozícii (alebo je dosiahnuté) požadované predbežné vákuum, indikátor „ PT3/PM1" na obrazovke LCD sa rozsvieti nazeleno) alebo cez napájací zdroj a zobrazovaciu jednotku PDR900/2.
Čerpanie do predného vákua a vysokého vákua v automatickom prevádzkovom režime:
Aby bolo možné vykonať proces čerpania na for. a vysoké vákuum v automatickom prevádzkovom režime, musíte stlačiť tlačidlo „ “ na LCD obrazovke (nápis „ manuálny mód"zmení sa na nápis" automatický režim»).
Prívod stlačeného vzduchu do pneumatických zariadení inštalácie sa uskutoční automaticky (tlačidlo " STLAČENÝ VZDUCH» sa zvýrazní).
Predvákuová pumpa sa automaticky zapne " NL1", ventil sa otvorí" VP1PT1"PT1" sa rozsvieti na zeleno)).
Komora sa automaticky odčerpá do predevakua cez obtokový ventil " VP3": ventil sa otvára" VP3" Regulácia tlaku sa vykonáva automaticky pomocou prevodníka tlaku Pirani 972B " PT3/PM1"(na obrazovke LCD (ak je v systéme k dispozícii (alebo je dosiahnuté) požadované predbežné vákuum, indikátor „ PT3/PM1" sa rozsvieti na zeleno)).
Automaticky sa vykoná predvakuové čerpanie turbomolekulárneho čerpadla. NR1": ventil sa zatvára" VP3", ventil sa otvorí" VP2" Regulácia tlaku sa vykonáva automaticky pomocou prevodníka tlaku PMT6-3M-1 " PT2"(na obrazovke LCD (ak je v systéme k dispozícii (alebo je dosiahnuté) požadované predbežné vákuum, indikátor „ PT2" sa rozsvieti na zeleno)).
Voda sa bude automaticky privádzať na chladenie turbomolekulárneho čerpadla. Spustí sa turbomolekulárne čerpadlo " NR1».
Po prepnutí pumpy do režimu (kontrola režimu vstupu pumpy sa vykonáva pomocou indikátora na napájacej jednotke „AST 600TN“ a vizuálne na LCD obrazovke: prvok „ NR1» sa zvýrazní zelenou farbou), automatický prevádzkový režim sa prepne na manuálny (nápis nad tlačidlom « »« automatický režim"zmení sa na nápis" manuálny mód»).
Práca so zdrojom iónov
10.3.1. V hlavnom menu zvoľte " Proces naprašovania».
10.3.2. Povoliť rotáciu produktov. Kliknite na tlačidlo „ “. Správa " výrobky rotujú».
10.3.3. Umiestnite produkty vzhľadom na zdroj iónov. Nastavte karusel do pôvodnej polohy: produkt č. 1 je umiestnený oproti iónovému zdroju (značka je viditeľná cez priezor), produkt č. 7 je umiestnený pod magnetrónom. Ak chcete nastaviť počiatočnú polohu karuselu, musíte stlačiť tlačidlo „ “ (rozsvieti sa LED dióda nad tlačidlom) a tlačidlo „ “ zobrazí nápis „ krok 1».
10.3.4. Vstreknite plyn (argón) do iónového zdroja. Otvorte ručný ventil (s redukčným ventilom) na plynovej fľaši (argón), nastavte hodnotu tlaku plynu. Použitie regulátora tlaku " WF1» (ktorý sa nachádza v „plynovom potrubí“) nastavte hodnotu tlaku plynu, ktorá by mala byť dvakrát menšia ako hodnota tlaku, ktorá je nastavená na reduktore plynovej (argónovej) fľaše.
FG1
VE1" Uistite sa, že škrtiaci ventil " DT1" je otvorený (kliknite na príslušný prvok na obrazovke LCD, nápis " OTVORENÉ"). Regulácia tlaku sa vykonáva pomocou tlakového prevodníka Pirani 972B " PT3/PM1" FG1» « ».
10.3.5. Dodajte vodu na ochladenie zdroja iónov. V hlavnom menu zvoľte " Chladiaci systém", otvorte ventily" WE3W3
10.3.6. Otvorte klapku nad výrobkami. Ak to chcete urobiť, kliknite na tlačidlo " ovládanie klapky"(kliknite na nápis" klapka zatvorenápohybovať saklapka je otvorená».
10.3.7. Zapnite napájanie jednotky zdroja iónov. Kliknite na tlačidlá " Zdroj iónov" Na obrazovke sa zobrazí okno na nastavenie parametrov zdroja iónov.
10.3.8. Nastavte parametre pre proces čistenia iónov. Nastavte prúd (rozsah 0 až 300 mA).
10.3.9. Vykonajte proces čistenia iónov (stlačte tlačidlo " AKTUÁLNY“ a rozsvieti sa).
| POZNÁMKA: Keď je napájací zdroj iónového zdroja v prevádzke, na LCD obrazovke sa zobrazí produktové číslo „1“ ÷ „8“ (to, ktoré práve stojí oproti iónovému zdroju) a oproti číslu bude LED (indikátor ktorý ukazuje, že tento produkt bol spracovaný a toto zobrazenie nie je skutočnou akciou, ale náznakom pre operátora). Podľa toho sa po použití „AKTUÁLNEHO“ rozsvieti indikátor vedľa čísla produktu č. 1 alebo č. 2 alebo ... č. 8 (indikátor signalizuje (výzvy), že operátor vykonal / vykonáva / bude vykonávať proces iónového čistenia tohto produktu). Ak z nejakého dôvodu obsluha proces neukončila (tento výrobok nebol prevádzkovateľom vyčistený), je potrebné resetovať indikátor: vypnúť napájanie, resetovať indikátor (stlačenie a podržanie na niekoľko minút, indikátor zhasne). Po dokončení spracovania všetkých produktov je potrebné ručne resetovať všetky indikátory (stlačte ich a podržte ich niekoľko minút, jeden po druhom, indikátory zhasnú). |
10.3.10. Po dokončení procesu iónového čistenia produktu č. 1 musíte stlačiť tlačidlo „ AKTUÁLNYZdroj iónov"(jednotka bude vypnutá). Zastavte otáčanie produktu (stlačte tlačidlo „ “; tlačidlo zobrazí „ rotácia produktov"). Vykonajte polohovanie. Kliknite na tlačidlo „ “.
Potom vykonajte proces iónového čistenia ďalšieho produktu stlačením tlačidla „ AKTUÁLNYZdroj iónov
10.3.11. Po dokončení procesu iónového čistenia všetkých potrebných produktov vypnite jednotku a stlačte tlačidlo " Zdroj iónov"(jednotka bude vypnutá).
Zastavte prívod plynu, zatvorte ventil " VE2“, podľa RRG-10 nastavte prietok plynu na 0 %. Evakuujte do vysokého vákua. Regulácia tlaku sa vykonáva pomocou tlakového prevodníka Pirani 972B " PT3/PM1" alebo pomocou napájacieho zdroja a zobrazovacej jednotky PDR900/1.
Spustite proces magnetrónového naprašovania.
Práca s magnetrónmi
10.4.1. Povoliť rotáciu produktov. Kliknite na tlačidlo „ “. Správa " výrobky rotujú».
10.4.2. Umiestnite produkty relatívne k magnetrónu.
Nastavte karusel do pôvodnej polohy: produkt č. 1 je umiestnený oproti iónovému zdroju (značka je viditeľná cez priezor), produkt č. 7 je umiestnený pod magnetrónom. Ak chcete nastaviť počiatočnú polohu karuselu, musíte stlačiť tlačidlo „ “ (rozsvieti sa LED dióda nad tlačidlom) a tlačidlo „ “ zobrazí nápis „ krok 1».
10.4.3. Vstreknite plyn (argón) do vákuovej komory. Otvorte ručný ventil (s redukčným ventilom) na plynovej fľaši (argón), nastavte hodnotu tlaku plynu. Použitie regulátora tlaku " WF2» (ktorý sa nachádza v „plynovom potrubí“) nastavte hodnotu tlaku plynu, ktorá by sa mala dvakrát líšiť od hodnoty tlaku, ktorá je nastavená na reduktore plynovej (argónovej) fľaše.
Pomocou RRG-10 nastavte požadovaný prietok plynu. Na obrazovke LCD stlačte spodnú hodnotu symbolu „ FG2" " ", na obrazovke sa objaví kalkulačka, pomocou ktorej zadáte požadovanú hodnotu spotreby plynu (maximálna spotreba RRG-10 - 3,6 l/hod).
Otvorte ventil prívodu plynu do zdroja iónov " VE3».
10.4.4. Zatvorte škrtiacu klapku" DT1"(kliknite na príslušný prvok na obrazovke LCD, nápis " ZATVORENÉ"). Regulácia tlaku sa vykonáva pomocou tlakového prevodníka Pirani 972B " PT3/PM1" alebo pomocou napájacieho zdroja a zobrazovacej jednotky PDR900/1. Aktuálna hodnota spotreby plynu v % sa zobrazí na hornej hodnote symbolu " FG2» « ».
10.4.6. Dodajte vodu na ochladenie zdroja iónov. V hlavnom menu zvoľte " Chladiaci systém", otvorte ventily" WE2" Prítomnosť vody sa kontroluje pomocou spínača prietoku kvapaliny " W2"(na LCD obrazovke sa indikátor rozsvieti nazeleno) a vizuálne. Ak nedochádza k chladeniu vodou, na obrazovke LCD sa zobrazí nasledujúca správa, ktorá upozorňuje na potrebu skontrolovať vodné chladenie zariadenia.
10.4.6. Otvorte klapku nad výrobkami. Ak to chcete urobiť, kliknite na tlačidlo " ovládanie klapky"(kliknite na nápis" klapka zatvorená" a podržte ho ~ 3 sekundy, potom sa nápis zmení na nápis " pohybovať sa"). Po otvorení klapky sa na tlačidle zobrazí nápis „ klapka je otvorená».
10.4.7. Zapnite napájanie magnetrónovej jednotky. Kliknite na tlačidlá " Magnetrón č.1" Na obrazovke sa zobrazí okno pre nastavenie parametrov postreku.
10.4.8. Nastavte parametre procesu striekania. Nastavte výkon.
10.4.9. Vykonajte proces striekania (stlačte tlačidlo " MOC“ a rozsvieti sa).
| POZNÁMKA: Keď je napájací zdroj magnetrónu v prevádzke, na LCD obrazovke sa zobrazí indikátor (oproti produktu, ktorý práve stojí pod magnetrónom; indikátor ukazuje, že tento produkt je rozprášený a nejde o zobrazenie skutočnej akcie, ale o náznak prevádzkovateľovi). Podľa toho sa po použití „POWER“ rozsvieti indikátor vedľa čísla produktu č. 1 alebo č. 2 alebo ... č. 8 (indikátor signalizuje (výzvy), že operátor vykonal / vykonáva / bude vykonávať proces striekania tohto produktu). |
| Ak z nejakého dôvodu obsluha nedokončila proces striekania (striekanie tohto prípravku neuskutočnila obsluha), je potrebné resetovať indikátor: vypnúť napájanie, resetovať indikátor (stlačiť a podržať na niekoľko minút, indikátor zhasne). |
| Po dokončení striekania všetkých produktov je potrebné ručne resetovať všetky indikátory (stlačte ich a podržte niekoľko minút, jeden po druhom, indikátory zhasnú). |
10.4.10. Po dokončení procesu striekania produktu č. 1 musíte stlačiť tlačidlo „ MOC" (následne jeho indikácia zhasne) alebo vypnite jednotku stlačením tlačidla " Magnetron"(jednotka bude vypnutá). Zastavte otáčanie výrobku (stlačte tlačidlo „ “; tlačidlo zobrazí „rotácia výrobku“). Vykonajte polohovanie. Kliknite na tlačidlo „ “.
Potom vykonajte proces striekania ďalšieho produktu stlačením tlačidla „ MOC"(rozsvieti sa) alebo zapnite napájanie (stlačte tlačidlo " Magnetron"), nastavte prúd, ak bola jednotka zapnutá.
10.4.11. Po dokončení procesu striekania všetkých potrebných produktov vypnite jednotku a stlačte tlačidlo " Magnetron"(jednotka bude vypnutá). Otvorte škrtiacu klapku" DT1" Zastavte prívod plynu, zatvorte ventil " VE3“, podľa RRG-10 nastavte prietok plynu na 0 %.
Ak to chcete urobiť, musíte: uzavrieť vákuové tesnenie " VT1", otvorte vstupný ventil" VE2" Vypnite turbomolekulárne čerpadlo " NR1», v tomto prípade sa musí pokračovať v predevakuovom čerpaní, kým sa turbomolekulárne čerpadlo úplne nezastaví. Zatvorte ventil" VP2», « VP1" Vypnite pumpu prednej línie" NL1" Regulácia tlaku sa vykonáva pomocou tlakového prevodníka Pirani 972B " PT3/PM1" alebo pomocou napájacieho zdroja a zobrazovacej jednotky PDR900/1. Ak sa tlak v komore rovná atmosférickému tlaku, operátor musí zdvihnúť komoru v súlade s ustanovením 10.1.
Čo, ako a pre koho vyrábať? Odpovede na tieto tri otázky musí nájsť každá krajina a spoločnosť, ktorá chce efektívne využívať všetky zdroje, ktoré má k dispozícii. Ťažkosti pri rozhodovaní o týchto otázkach sú spojené s objektívnymi obmedzeniami a potrebou rozhodovať sa: napokon, zdroje sú obmedzené a existujú alternatívne náklady. Platí to pre všetky spoločnosti bez ohľadu na ich politický systém a úroveň rozvoja. Rozdiely medzi krajinami sú len v spôsoboch distribúcie.
Spoločnosť sa vždy snaží efektívne využívať všetky zdroje, ktoré má k dispozícii. K tomu potrebuje nájsť odpovede na otázky, čo, ako a pre koho vyrábať.
- Otázka "Čo vyrábať?" vzniká v dôsledku toho, že zdroje sú obmedzené, existuje možnosť voľby a existujú alternatívne náklady. Otázka, čo vyrábať, je základom každej spoločnosti.
- Druhá otázka "ako vyrábať?" vzniká preto, že každá krajina, bez ohľadu na to, na akej technologickej úrovni je, má k dispozícii relatívne lacné a relatívne drahé zdroje. Napríklad India má prebytok pracovnej sily (takže pracovná sila je lacná) a nedostatok kapitálu (kapitál je drahý). Spojené štáty americké majú relatívne lacný kapitál a drahú pracovnú silu. Spoločnosť má vždy záujem vytvoriť požadovaný súbor tovarov a služieb s minimálnymi nákladmi.
- Tretia otázka "Pre koho vyrábať?", je, samozrejme, najzložitejšia, pretože odráža postoj spoločnosti k spravodlivosti a ekonomickej rovnosti. Celá spoločnosť sa musí nejakým spôsobom rozhodnúť, čo považuje za spravodlivé rozdelenie, a potom zvoliť spôsob, ako toto rozdelenie dosiahnuť. V praxi môže smerovanie k spravodlivému rozdeľovaniu znamenať čiastočné upustenie od efektívnosti. Spoločnosť sa musí rozhodnúť, koľko efektívnosti je ochotná obetovať v mene spravodlivejšieho rozdeľovania.
Náročnosť rozhodovania o týchto otázkach (čo, ako a pre koho) je spojená s objektívnymi obmedzeniami a potrebou rozhodovať sa. Platí to pre všetky spoločnosti bez ohľadu na ich politický systém a úroveň rozvoja. Jediné rozdiely medzi krajinami sú distribučných metód.
Metódy alokácie zdrojov v uzavretej ekonomike
Uzavretá ekonomika je taká, v ktorej krajina neobchoduje na medzinárodnej úrovni. V modernom svete už takéto krajiny neexistujú, ale prítomnosť medzinárodného obchodu len málo mení logiku distribúcie zdrojov. Na zjednodušenie vysvetlení použijeme model uzavretej ekonomiky. Zoberme si tri spôsoby distribúcie:
- Distribúcia v prípade, že ceny kontroluje iba trh, je čisto trhová ekonomika.
- Distribúcia v prípade, že ceny sú ovplyvňované trhovými aj vládnymi rozhodnutiami – zmiešaná ekonomika.
- Distribúcia v prípade, že ceny určuje vláda – príkazová ekonomika,
1. Distribúcia v čistom trhovom hospodárstve. Na voľnom trhu rozhodnutia o tom, čo, ako a pre koho vyrábať, nerobia vedome spotrebitelia alebo firmy. Neexistuje žiadny centrálny orgán, ktorý by stanovoval ceny alebo plány produkcie. Obe sú určené interakciou síl ponuky a dopytu. Firmy ponúkajú tovary a služby na základe ich túžby dosiahnuť zisk a spotrebitelia požadujú tieto tovary a služby spôsobom, ktorý maximalizuje užitočnosť.
Za týchto podmienok z nich vyplýva odpoveď na otázku, čo vyrábať preferencie, ktoré spotrebitelia slobodne vyjadrujú na trhu. Spotrebitelia oznamujú svoje preferencie výrobcom prostredníctvom peňazí. Na trhoch sa každý deň koná akési všeobecné hlasovanie, v ktorom spotrebitelia svojimi peniazmi „hlasujú“ za milióny rôznych tovarov a služieb.
Riešenie otázky, ako vyrábať, nastáva v priebehu konkurencia medzi firmami o dostupné výrobné faktory. V závislosti od cien si firmy vyberajú pre seba najziskovejšie kombinácie výrobných faktorov. Firma môže dosiahnuť maximálny zisk minimalizáciou nákladov a použitím najefektívnejších výrobných metód.
Napokon aj na trhoch sa rozhoduje o tom, pre koho vyrábať. Firmy vyrábajú pre tých, ktorí sú schopní zaplatiť, teda pre tých, ktorí majú príjem. Domácnosti získavajú príjem predajom výrobných faktorov firmám. Rozdelenie príjmu závisí od toho, ako je rozdelené vlastníctvo faktorov a od cien faktorov. Väčšina rodín zarába predajom svojej práce firmám. K predaju výrobných faktorov dochádza na voľných trhoch faktorov. Predajcami na týchto trhoch sú ľudia, pre ktorých firmy vyrábajú.
Uvažovali sme o prípade, keď cenový mechanizmus funguje bez vonkajších zásahov, alebo, povedané jazykom ekonómov, je v perfektných podmienkach.
2. Rozdelenie zdrojov v zmiešanej ekonomike. Zmiešaná ekonomika zaujíma medzičlánok medzi čisto trhovou ekonomikou a riadenou ekonomikou. Väčšina krajín sveta žije v tejto ekonomike. Všetko závisí od do akej miery je vláda zapojená do ekonomiky.
K najrozsiahlejším vládnym zásahom dochádza v krajinách, ktoré si zvolili socialistický spôsob rozvoja. V nich sú všetky výrobné faktory zvyčajne alokované vládou a spotrebný tovar sa uvoľňuje na trh, ale trhové ceny sú opäť kontrolované vládou.
V krajinách bežne tzv kapitalista, vláda zasahuje aj do ekonomiky a tým kladie prekážky rozvoju trhových vzťahov. Vládne zásahy pozostávajú z politických obmedzení určitých cien a kontroly určitých odvetví.
Okrem vládnych zásahov existujú v týchto krajinách aj ďalšie faktory, ktoré bránia tomu, aby bol trh v perfektných podmienkach:
- Náklady na informácie. V reálnom živote dokonalé znalosti o cenách tovarov a o zdrojoch nie sú v žiadnom prípade samo o sebe produktom zadarmo. Získanie týchto informácií a súvisiaci výskum si vyžaduje značné náklady. Pre priemerného spotrebiteľa a malé podniky môžu byť takéto náklady príliš vysoké. Mnohým spotrebiteľom chýbajú znalosti o technických vlastnostiach zložitých produktov (napríklad áut, počítačov, televízorov), ktoré sú v predaji, a predajcovia často nie sú v týchto veciach dostatočne kompetentní. Rovnaké problémy existujú na trhu so zdrojmi: pracovníci si len zriedka uvedomujú úroveň miezd a perspektívy rastu v konkurenčných firmách. Z týchto dôvodov sú rozhodnutia o kúpe tovaru alebo predaji výrobných faktorov často menej ako optimálne. To sa odráža v rozdelení zdrojov.
- Sila monopolov. Ide o schopnosť firiem kontrolovať ceny svojich produktov na trhu. V snahe o maximálny zisk majú monopoly tendenciu stanovovať ceny vyššie ako pri voľnej konkurencii, čo vedie k prerozdeľovaniu zdrojov v prospech monopolov. Kontrola ziskov monopolov je jedným z dôvodov, prečo vláda zasahuje do cenového mechanizmu prostredníctvom legislatívy a znárodňovania.
- Vonkajšie faktory. Ekonomická aktivita každej spoločnosti je sprevádzaná sociálne náklady(znečistenie, hluk), ktoré firmy neberú do úvahy pri určovaní cenových hladín. Prítomnosť takýchto sociálnych nákladov znamená, že ceny úplne neodrážajú skutočný prínos, ktorý spotrebitelia dostávajú. Z tohto dôvodu spotrebitelia nemíňajú svoj príjem optimálnym spôsobom, a preto sa zdroje nedistribuujú optimálne. V zmiešanej ekonomike sú externé faktory regulované štátom prostredníctvom prijímania zákonov, zavádzania daní a dotácií.
- Verejné statky. Cenový mechanizmus sa zo svojej podstaty nevzťahuje na verejné statky ako cesty, polícia, obrana. Takéto tovary spotrebúva celá alebo väčšina obyvateľstva a ich užívatelia nemôžu platiť prostredníctvom cenového systému. V zmiešanej ekonomike sa na riešení týchto problémov podieľa aj štát.
3. Distribúcia zdrojov v riadenej ekonomike. Príkazová ekonomika je ekonomika, v ktorej rozhodnutia o objeme výroby a prideľovaní zdrojov prijíma vláda. Za týmto účelom krajina zvyčajne vytvára centrálny plánovací úrad (CPO). Tento orgán je veľkým administratívnym aparátom, ktorý vypracúva dlhodobé štátne plány hospodárskeho rozvoja a na ich základe vydáva pokyny manažérom podnikov v týchto otázkach: a) čo vyrábať; b) kde získať zdroje; c) akú výrobnú techniku použiť; d) kam dodať vyrobený tovar.
Spôsoby rozdeľovania prostredníctvom rozhodnutí Ústrednej volebnej komisie sa používali vo všetkých socialistických krajinách. Rozdeľovaniu podliehali výrobné faktory, obytné priestory, vzdelávacie služby a dokonca aj osobné príjmy. Pokiaľ ide o spotrebný tovar, ako sú potraviny, odevy a domáce spotrebiče, existoval pre ne trh, no trhové ceny regulovala vláda.
Existujú krajiny, v ktorých sú všetky zdroje vrátane spotrebného tovaru a služieb prideľované podľa smernice. Takto je napríklad organizovaný ekonomický život v KĽDR.
Výhody a nevýhody rôznych metód prideľovania zdrojov
Trhový mechanizmus aj riadenie príkazov majú svoje výhody a nevýhody. Uvažujme o hlavných črtách každej distribučnej metódy.
1. Výhody trhového mechanizmu. V priemyselných krajinách sú približne dve tretiny zdrojov alokované na trhoch pod vplyvom cenového mechanizmu. Vymenujme výhody tejto distribučnej metódy:
- Ekonomická efektívnosť. Zástancovia trhového systému veria, že spotrebitelia sú najlepšími sudcami svojich vlastných záujmov. Každý z nich sa snaží nakladať so svojimi peniazmi tak, aby získal maximálny úžitok. Zástancovia centralizovanej kontroly sa domnievajú, že trh slúži najmä záujmom dobre situovaných ľudí a ekonomiku možno považovať za efektívnu len vtedy, keď odráža záujmy všetkých členov spoločnosti. Podľa ich názoru len na vládnej úrovni možno zorganizovať štúdiu záujmov celej populácie a nájsť optimálnu alokáciu zdrojov.
- Väčšia sloboda výberu. Na trhoch im spotrebitelia pri komunikácii s výrobcami sprostredkúvajú svoje želania týkajúce sa vlastností tovarov a služieb, ktoré by si chceli kúpiť. Firmy na základe týchto želaní vytvárajú produkty, ktoré budú podľa ich názoru žiadané. Keďže firiem je veľa a navzájom si konkurujú, na trhu sa objavuje veľké množstvo produktov na rovnaký účel, ale s rôznymi schopnosťami a odlišným spracovaním. Spotrebitelia majú možnosť slobodne si vybrať z oveľa širšieho sortimentu tovarov a služieb, než by tomu bolo v prípade centrálne plánovanej ekonomiky.
- Rýchla reakcia na zmeny v ekonomickej situácii. Trhová ekonomika reaguje na meniace sa podmienky rýchlejšie ako riadená ekonomika. Je to spôsobené tým, že vo firemnom meradle majú faktory ako rast cien surovín či pohonných hmôt, pokles dopytu po produkte alebo službe oveľa akútnejší dopad na rozpočet ako v štátnom. Administratívny aparát firmy je navyše nepomerne menší ako štátne výrobné stredisko a čas potrebný na rozhodnutie je tiež nepomerne kratší.
- Silnejšie stimuly riskovať. Túžba firiem vyhrať konkurenciu ich povzbudzuje k riskantným investíciám s nádejou udržať alebo rozšíriť svoj podiel na trhu. Keďže firmy interagujú priamo so spotrebiteľmi, zvyčajne dobre poznajú svoj trh a väčšinou ich riskantné investície vedú k úspechu. Ak sú investície zamerané na rozvoj technológií, povedú k rýchlejšiemu ekonomickému rastu.
2. Nevýhody trhového mechanizmu. Kritici voľného trhu v nich vidia množstvo nedostatkov. Spomeňme tie najčastejšie spomínané:
- Príjmová a majetková nerovnosť. Tvrdí sa, že cenový systém vedie k extrémnej nerovnosti v príjmoch a bohatstve. Produkovaním tovarov a služieb podľa peňažného hlasovania sú vzácne zdroje nasmerované na výrobu luxusu pre bohatých, ktorí majú viac peňažných hlasov, než na výrobu tovarov pre chudobných. Tento názor má reálny základ. Príkladom je výstavba obytných budov v Moskve. Väčšina stavaných budov je určená pre ľudí s veľkými peniazmi, pre ľudí s podpriemernými príjmami je prakticky nedostupná. Cenový systém ignoruje koncept spravodlivosti.
- Nezamestnanosť. Niektorí ekonómovia sa domnievajú, že mechanizmus voľného trhu vrhá ekonomiku do cyklickej nezamestnanosti, pretože neexistuje striktná súvislosť medzi rozhodnutiami výrobcov a zámermi spotrebiteľov. Skúsenosti ukazujú, že pri absencii vládnych zásahov je celkový dopyt po tovare periodicky nižší ako celkový objem jeho produkcie. Výsledkom je hromadenie nepredaného tovaru, čo núti výrobcov znižovať výrobu a prepúšťať pracovníkov. Nízka mobilita pracovných zdrojov neumožňuje uspokojiť dopyt a rezervy zostávajú nevyužité.
- Inflácia. Počas 70. a 80. rokov 20. storočia väčšina priemyselných krajín a mnohé menej rozvinuté krajiny zaznamenali rýchly nárast cien. To následne spôsobilo vážne napätie v spoločenskom a politickom živote. Skúsenosti z tých rokov podnietili mnohých ekonómov, aby tvrdili, že periodické výbuchy inflácie sú organickou vlastnosťou trhovej ekonomiky. V prípade centralizovaného riadenia je možné takéto javy vylúčiť.
- Vymyslený dopyt. V snahe prilákať spotrebiteľov a udržať predaj na existujúcich úrovniach alebo ich zvýšiť, spoločnosti vo veľkej miere využívajú silné reklamné prostriedky. Hlavným cieľom reklamy je prinútiť spotrebiteľa kúpiť si daný produkt. Inzerenti sa preto snažia atraktívne ukázať výhody, ktoré môže spotrebiteľ získať z produktu. Niekedy spotrebiteľ propagovaný produkt nepotrebuje, ale pod vplyvom reklamy si ho kúpi. Ukazuje sa, že spotrebiteľ stráca svoju nezávislosť na trhu.
- Nedokonalosti trhu. Trhové ceny v niektorých prípadoch nezodpovedajú skutočnému prospechu, ktorý spotrebiteľ získa. Sú vystavené silnému vplyvu monopolov, nezohľadňujú straty spojené so znečistením životného prostredia a často zahŕňajú neprimerane vysoké administratívne náklady. Pri takýchto nedokonalostiach je sotva možné splniť podmienky pre efektívny ekonomický rozvoj.
3. Výhody príkazovej ekonomiky. Niektoré distribučné nevýhody zavedené trhovým mechanizmom zmiznú, keď rozhodnutia prijíma CPO. Existuje názor, že centralizovaná distribúcia má nasledujúce výhody.
- Plná zamestnanosť. CPO vytvára podmienky pre plné využitie pracovných zdrojov. Ak v určitom regióne nie je dostatok pracovných miest, rozhodne sa postaviť nový závod alebo vytvoriť nový podnik, aj keď činnosť novovzniknutých organizácií neprináša zisk.
- Nízka inflácia. Keďže v riadenej ekonomike je celý rozsah cien tovarov a služieb stanovený administratívne, miera inflácie môže byť udržiavaná na nižšej úrovni ako v rámci cenového mechanizmu. Ak CPO nedokáže zosúladiť ponuku s dopytom, nedostatok pravdepodobne povedie k radom, čiernemu trhu a možno aj sociálnym nepokojom ako k vyšším cenám.
- Minimálna strata zdrojov. V riadenej ekonomike CPO plánuje pre všetky továrne výrobu aj distribúciu hotových výrobkov, takže výrobca nepodstupuje riziko plytvania zdrojmi. Štátne podniky nedosahujú zisk. Všetky peniaze, ktoré získajú predajom produktov, idú späť do výroby. S tvorbou zisku teda nie sú spojené ani straty. Samozrejme, vždy existujú straty spôsobené chybami CPU, ale tieto straty sú zvyčajne malé.
- Väčšia schopnosť prispôsobiť sa vonkajším vplyvom. Všetky druhy škodlivých vplyvov výroby a spotreby na životné prostredie sú pod kontrolou vládnych agentúr a Centrum výchovnej inšpekcie zahŕňa prácu na neutralizácii týchto vplyvov v podnikových plánoch. V prípadoch, keď nie je možné neutralizovať vplyv, CPO, riadený záujmami spoločnosti, zakazuje výrobu.
- Minimálna nerovnosť v príjmoch a bohatstve. Keďže CPE určuje ceny všetkých výrobných faktorov, je schopný minimalizovať nerovnosti v rozdelení príjmov a bohatstva. V riadenej ekonomike ľudia nedokážu akumulovať veľké množstvo kapitálu, pretože všetky veľké podniky vlastní štát. Okrem toho má štát možnosť nastaviť požadované štandardy v oblasti bývania, zdravotnej starostlivosti a vzdelávania pre všetkých členov spoločnosti. Zvyčajne sa snaží zabezpečiť, aby neexistovali žiadne nadmerné rozdiely v životných podmienkach.
4. Nevýhody príkazovej ekonomiky. Príkazové ekonomiky dostávajú od ekonómov oveľa viac kritiky ako trhové ekonomiky. Podľa väčšiny ekonómov sú príkazové ekonomiky zásadne chybné. Nevykonávajú ho samotní spotrebitelia alebo výrobcovia, ale ich zástupcovia vo vládnych orgánoch. Z tohto dôvodu má množstvo vážnych nevýhod. Pozrime sa na tie, ktoré kritici najčastejšie citujú.
- Náklady na informácie. Pre prácu centralizovaného výrobného centra je potrebné oveľa väčšie množstvo informácií ako pre súkromnú firmu. Informácie sa musia zbierať z celej krajiny; Do analýzy informácií by sa mali zapojiť vysokokvalifikovaní odborníci na komoditný výskum v rôznych odvetviach, ekonomike, štatistickom spracovaní údajov, plánovaní a iných otázkach. Náklady na zber a spracovanie informácií sú veľmi vysoké. V trhovom hospodárstve potrebujú firmy len informácie, ktoré sú relevantné pre ich aktivity, a väčšina týchto informácií pochádza z „hlasov“ peňazí.
- Ťažkosti pri odhadovaní dopytu. Pri absencii voľných cien je mimoriadne ťažké odhadnúť existujúci a budúci dopyt po tovaroch a službách. Niekedy sa dopyt odhaduje podľa veľkosti radov na nedostatkový tovar alebo podľa počtu nepredaných tovarov, niekedy podľa prieskumu obyvateľstva, ale takéto odhady sú vždy menej presné ako výpočet skutočného počtu nákupov na voľnom trhu.
- Oneskorenia v plánovaní výroby. V riadenej ekonomike sa po zhromaždení potrebných informácií a prijatí rozhodnutí strávi veľa času vypracovaním plánov pre podniky krajiny. Počas plánovania sa môžu preferencie spotrebiteľov a potreby výrobcov výrazne zmeniť. V dôsledku toho objemy výroby nemusia zodpovedať skutočnému dopytu a technológia môže zaostávať.
- Strata stimulov. Je známe, že v trhovej ekonomike cenový mechanizmus vytvára stimuly na rozvoj podnikania a dokonca tlačí ľudí k riskantným investíciám. V riadenej ekonomike, kde ceny a mzdy reguluje štát, sú tieto stimuly veľmi slabé. Príležitostí na zvýšenie zárobkov je málo, udržanie existujúcich zárobkov si nevyžaduje veľké úsilie. Kvôli týmto okolnostiam je produktivita mnohých pracovníkov nízka.
- Obmedzený výber tovaru a služieb. V riadenej ekonomike existuje tendencia k štandardizácii produktov a malý ohľad na individuálny vkus. Ukazuje sa, že výber tovarov a služieb je oveľa užší ako na konkurenčnom trhu. Keďže dopyt po tovaroch a službách sa formuje v závislosti od produktov dostupných na trhu, spotrebitelia vyjadrujú svoje želania vo veľmi obmedzenom rozsahu. Z tohto dôvodu je rozširovanie sortimentu pomalé.
Leonid Evgenievich Strovsky- doktor ekonomických vied, profesor, vedúci Katedry manažmentu zahraničnej ekonomickej aktivity podniku, Fakulta medzinárodných vzťahov Uralskej federálnej univerzity (Uralská federálna univerzita)
Vyrábať v trhovom hospodárstve? znamená používanie nových zariadení a výrobných technológií.Použitie nových zariadení a technológií zabezpečuje zvýšenie ekonomickej efektívnosti v dôsledku nižších výrobných nákladov. Ekonomická efektívnosť závisí nielen od vybavenia a technológie, ale aj od trhových cien zdrojov. Napríklad technológia, ktorá vyžaduje len použitie niekoľkých fyzických zdrojov na výrobu daného objemu výstupu, sa môže ukázať ako ekonomicky neefektívna, ak sú trhové ceny potrebných zdrojov príliš vysoké. Preto nová definícia efektívnosti.
Ekonomická efektívnosť znamená maximálny výkon pri minimálnych nákladoch.
Analýza ukazuje, že trhový systém je schopný prispôsobiť sa zmenám v technológii a v štruktúre ponuky zdrojov. Ale jedna vec? prispôsobovanie sa zmenám, ktoré už prebiehajú, je úplne iná vec? iniciovať zmeny, ktoré vedú k zvýšeniu produktivity a vyššej úrovni materiálneho blahobytu v spoločnosti.
Otázka: je trhový systém schopný poskytnúť ekonomike nové výrobné prostriedky, na ktorých je založený technický pokrok?
Odpoveď: Konkurenčný trhový systém obsahuje stimuly pre technologický pokrok. Konkurenti si musia brať príklad z najprogresívnejšej firmy, inak ich okamžite čaká „trest“ v podobe strát, ale z dlhodobého hľadiska? a to formou konkurzu. V tomto smere dochádza k neustálemu prerozdeľovaniu zdrojov z odvetví, kde sú zariadenia a výrobné technológie menej efektívne, do výkonnejších odvetví.
Otázka: Môže podnikateľ konajúci ako inovátor získať prostredníctvom trhového systému zdroje potrebné na výrobu strojov a zariadení, od ktorých závisí technický pokrok?
Odpoveď: áno, podnikateľ ich môže dostať. V prvom rade ten podnikateľ, ktorý je naklonený alokovať časť zisku na akumuláciu, aby v budúcnosti rozšíril výrobu. Týmto si môže v budúcnosti zabezpečiť ešte väčší príjem vo forme zisku, ak sa inovácie osvedčia.
Aby ste si sami overili svoje nadobudnuté vedomosti, dokončite tréningové úlohy zo súboru objektov pre aktuálny odsek
Proces výroby káblov možno rozdeliť do niekoľkých etáp: postupné ťahanie a preťahovanie obrobku, nanášanie izolácie a opláštenia, rozširovanie, expedícia. Poďme postupne:
Najprv všeobecné pohľady na dve dielne, v ktorých prebiehajú hlavné fázy výroby.
1. Dielňa na kreslenie a krútenie prameňov. Tu prebieha primárne spracovanie medeného valcovaného drôtu, hlavnej suroviny na výrobu káblov a drôtených výrobkov (CPP).
2. Dielňa na aplikáciu izolácie a opláštenia. V tejto dielni sa nachádzajú vytláčacie linky, kde medené polotovary nadobúdajú podobu hotového výrobku.
Závod prijíma medenú tyč, ktorá sa vyrába kontinuálnym odlievaním a valcovaním z medených katód. Drôt je hrubý kus, zvyčajne veľkého priemeru, ktorý sa používa na ďalšiu výrobu drôtu.
3. Hrubovací stroj VM-13. Určené na ťahanie medenej tyče do drôtu. Ťahanie je proces tvárnenia kovov za studena, pri ktorom opracovaný drôt alebo iný obrobok prechádza cez ťažný nástroj (lisovadlo) a nadobúda tvar a rozmery svojho vnútorného kanála s prierezom menším ako je prierez obrobok. Zníženie prierezu vedie k zvýšeniu dĺžky drôtu. Tento stroj je určený na ťahanie od priemeru 9 mm do 1,6-4,3 mm.
4. Celkový pohľad na kresliarsky komplex Nihoff. 12-pramenný ťahač určený na jemné stredné ťahanie medeného drôtu do pradienka. Toto je polotovar na ďalšie skrúcanie do prameňa. Toto je začiatok výroby flexibilného viacžilového kábla.
5. Pri ťahaní dochádza k vytvrdzovaniu za studena, čím sa zhoršuje elektrická vodivosť drôtu. Taktiež sa pri ťahaní menia plastické vlastnosti kovu: spevňuje sa (tvrdne), mení sa jeho štruktúra, zrná kovu sa drvia v smere ťahania, čiže sa vytvára textúra. Odstránenie „tvrdnutia“ a získanie mäkkého drôtu sa dosiahne zahriatím kovu na určitú teplotu, podržaním po určitú dobu a ochladením na izbovú teplotu. V tomto prípade sa kov opäť stáva tvárnym.
Tepelné spracovanie kovu, pri ktorom sa vracajú jeho pôvodné vlastnosti, sa nazýva žíhanie. Teplota a trvanie žíhania závisí od vlastností a rozmerov drôtu. Na ochranu medeného drôtu pred oxidáciou sa žíha v špeciálnych parných alebo vákuových peciach. Drôtené povrazce prechádza cez priechodné žíhacie zariadenie, ktoré šetrí čas tým, že sa nepoužíva žíhanie v muflovej peci.
6. Po žíhaní sa hotové pradienko navíja na technologickú nádobu. Tu je jasne vidieť mechanizmus rozloženia, ktorý pozostáva z pohonu a zariadenia na rozloženie. Výrobok je položený v dôsledku pohybu rozmetadla pozdĺž osi prijímacej cievky o jednu otáčku rovnajúcu sa priemeru prijímaného výrobku. S klesajúcim počtom otáčok prijímacej cievky klesá aj rýchlosť pohybu sypača.
7. Vyprázdnite cievky.
8. V ďalšej fáze sa pradienko z niekoľkých aktívnych odvíjaní privádza do skrúcacieho stroja, kde sa pradienko skrúca do prameňa, polotovaru na výrobu drôtov značiek PVS, ShVVP, VP-3. Splietanie je jedným z najbežnejších technologických procesov pri výrobe káblov. Z jednotlivých drôtov sú skrútené vodiče s prúdom a holé drôty.
Buď sa káble a vodiče skrúcajú z izolovaných žíl, alebo (pri výrobe komunikačných káblov) ich súčiastky - skupiny, zväzky, z ktorých sa zase skrúcajú káble. V tomto procese sa kombinujú jednotlivé prvky (drôt, vlákna, skupiny, zväzky), v ktorých je každý z nich umiestnený v špirálovej línii okolo centrálnych (jedného alebo viacerých) prvkov.
9. Vnútorné časti skrúcacieho stroja s rotačným prijímacím zariadením. Točené pramene sa navíjajú na technologickú nádobu do hotového prameňa. Krútenie sa vykonáva ako výsledok kombinácie dvoch pohybov: lineárneho (translačného) a rotačného.
V tomto prípade sa otáčanie môže vykonávať v smere aj proti smeru hodinových ručičiek. Smer skrútenia sa posudzuje podľa usporiadania závitov prvkov v skrútenom produkte. Krútenie sa nazýva ľavotočivé, keď každý prvok skrútenia pri pohľade pozdĺž osi ide sprava nahor doľava a vpravo, keď trajektória prvku ide zľava nahor doprava.
10. V blízkosti sa nachádza stroj na jemné a stredné ťahanie DHC. Na rozdiel od Nihoff vťahuje jedno jadro so žíhaním na jeden priechod.
11. Obrobok získaný po ťahaní.
12. Ide do stroja na skrúcanie prameňov prostredníctvom pasívneho odmeňovania. Odplaty sa rozlišujú na pasívne a aktívne na princípe návratu obrobku z bubna. Hlavnou úlohou výplaty je zabezpečiť rovnomerné navíjanie obrobku pri konštantnej rýchlosti a napätí.
13. Prvok skrúcacieho stroja, ktorým prechádza drôt pred skrúcaním.
15. Hotový prameň, pripravený na aplikáciu izolácie.
16. Aktívny podávač, z ktorého sa prameň privádza do vytlačovacej linky.
17. Plastová zmes PVC v granulách. Materiál na aplikáciu izolácie a opláštenia. Polyvinylchloridová plastová zmes používaná v káblovom priemysle je zmesou polyvinylchloridovej živice (polyvinylchlorid) získanej polymerizáciou vinylchloridu so zmäkčovadlami, stabilizátormi, plnivami a ďalšími zložkami.
18. Vytláčacia linka. Jednotka na nanášanie izolácie a plastových plášťov pozostáva z extrudéra, výstupných, ťažných a prijímacích zariadení, chladiaceho kúpeľa, riadiaceho a riadiaceho zariadenia. Z výstupného zariadenia vstupuje drôt, skrútené jadro alebo polotovar pre plášť do hlavy extrudéra. Brzdové zariadenie odoberacieho zariadenia slúži na neustále napínanie jadra a zamedzenie odvíjania bubna alebo cievky drôtu pri zastavení agregátu alebo znížení rýchlosti vytláčania.
Najprv sa plastové granule roztavia v závitovke na homogénnu hmotu. Pre lepšiu priľnavosť a zamedzenie tvorby vzduchových inklúzií na jadre, najmä pri nanášaní polyetylénovej izolácie, je pred hlavu extrudéra inštalované zariadenie na ohrev jadra elektrickým prúdom cez sústavu valcov, na ktoré sa privádza požadované napätie. . Jadro zahriate na 100-150 °C vstupuje do hlavy extrudéra.
19. Extrudér (šnekový lis). Na hlave extrudéra sa roztavený plast vytláča cez prstencovú medzeru medzi tŕňom a matricou vo forme škrupiny a nanáša sa na drôt.
20. Chladiaci kúpeľ s vodovodnou vodou, umiestnený za hlavou extrudéra, do ktorého po nanesení plastového plášťa vstupuje drôt alebo kábel, musí mať takú dĺžku, aby pri zvolenom režime chladenia a rýchlosti lisovania mala izolácia alebo plášť čas vychladnúť na 60-70° v celej hrúbke S. Nedostatočné chladenie vedie k posunutiu jadra alebo kolapsu izolácie a plášťa.
21. Ovládací panel vytláčacej linky.
22. Po chladiacom kúpeli drôt vstupuje do zariadenia na fúkanie vody a sušenie, potom do ťažného zariadenia a cez kompenzátory je privádzaný do prijímacej šachty. Pri aplikácii izolácie sa pred kompenzátor alebo trakčné zariadenie inštaluje skúšobné zariadenie na suché napätie.
24. Prijímač vytláčacej linky.
25. Pri výrobe viacžilového kábla sa jednotlivé izolované žily krútia. Skrútenie izolovaných žíl do kábla pri výrobe napájacích káblov môže byť vykonané s odskrutkovaním alebo bez odskrutkovania. Pri krútení bez odskrutkovania dochádza k samovoľnému dodatočnému krúteniu jadra okolo vlastnej osi. To vedie k deformácii fázovej izolácie a následne k vytvoreniu ďalších defektov v nej vo forme vrások a priehlbín. Tento jav je badateľný najmä pri krútení vodičov veľkých prierezov a s veľkými hrúbkami izolácie.
Krútenie je proces krútenia, pri ktorom sa smer krútenia izolovaných žíl zhoduje so smerom krútenia drôtov vo vonkajšej vrstve izolovaného jadra. Skrúcaním do odvíjania rozumieme proces skrúcania, v ktorom sú tieto smery opačné.
26. Krútenie predkrútených jadier sa vykonáva na bežných zákrutových kotúčových strojoch, ktoré sú vybavené špeciálnym zákrutovým zariadením. Toto zariadenie je často kombinované so zhutňovacím mechanizmom. V tomto prípade sa zhutňovacie valce okrem otáčania okolo vlastnej osi otáčajú aj okolo osi kábla. Fázová izolácia sa aplikuje na vopred skrútené jadro, takže po všeobecnom skrútení, ktoré sa vykonáva odskrutkovaním, sa kvalita fázovej izolácie nezhorší.
27. Krútené žily sa následne dodávajú do vytlačovacej linky na aplikáciu všeobecnej izolácie.
28. Po nanesení izolácie sa kábel privádza na expanziu. Tu prechádza kontrolou kvality a je zabalený.
29. Hotové výrobky na odoslanie.
Proces výroby káblov možno rozdeliť do niekoľkých etáp: postupné ťahanie a preťahovanie obrobku, nanášanie izolácie a opláštenia, rozširovanie, expedícia. Poďme postupne:
Najprv všeobecné pohľady na dve dielne, v ktorých prebiehajú hlavné fázy výroby.
1. Dielňa na kreslenie a krútenie prameňov. Tu prebieha primárne spracovanie medeného valcovaného drôtu, hlavnej suroviny na výrobu káblov a drôtených výrobkov (CPP).
2. Dielňa na aplikáciu izolácie a opláštenia. V tejto dielni sa nachádzajú vytláčacie linky, kde medené polotovary nadobúdajú podobu hotového výrobku. 
Závod prijíma medenú tyč, ktorá sa vyrába kontinuálnym odlievaním a valcovaním z medených katód. Drôt je hrubý kus, zvyčajne veľkého priemeru, ktorý sa používa na ďalšiu výrobu drôtu.
3. Hrubovací stroj VM-13. Určené na ťahanie medenej tyče do drôtu. Ťahanie je proces tvárnenia kovov za studena, pri ktorom opracovaný drôt alebo iný obrobok prechádza cez ťažný nástroj (lisovadlo) a nadobúda tvar a rozmery svojho vnútorného kanála s prierezom menším ako je prierez obrobok. Zníženie prierezu vedie k zvýšeniu dĺžky drôtu. Tento stroj je určený na ťahanie od priemeru 9 mm do 1,6-4,3 mm. 
4. Celkový pohľad na kresliarsky komplex Nihoff. 12-pramenný ťahač určený na jemné stredné ťahanie medeného drôtu do pradienka. Toto je polotovar na ďalšie skrúcanie do prameňa. Toto je začiatok výroby flexibilného viacžilového kábla. 
5. Pri ťahaní dochádza k vytvrdzovaniu za studena, čím sa zhoršuje elektrická vodivosť drôtu. Taktiež sa pri ťahaní menia plastické vlastnosti kovu: spevňuje sa (tvrdne), mení sa jeho štruktúra, zrná kovu sa drvia v smere ťahania, čiže sa vytvára textúra. Odstránenie „tvrdnutia“ a získanie mäkkého drôtu sa dosiahne zahriatím kovu na určitú teplotu, podržaním po určitú dobu a ochladením na izbovú teplotu. V tomto prípade sa kov opäť stáva tvárnym.
Tepelné spracovanie kovu, pri ktorom sa vracajú jeho pôvodné vlastnosti, sa nazýva žíhanie. Teplota a trvanie žíhania závisí od vlastností a rozmerov drôtu. Na ochranu medeného drôtu pred oxidáciou sa žíha v špeciálnych parných alebo vákuových peciach. Drôtené povrazce prechádza cez priechodné žíhacie zariadenie, ktoré šetrí čas tým, že sa nepoužíva žíhanie v muflovej peci. 
6. Po žíhaní sa hotové pradienko navíja na technologickú nádobu. Tu je jasne vidieť mechanizmus rozloženia, ktorý pozostáva z pohonu a zariadenia na rozloženie. Výrobok je položený v dôsledku pohybu rozmetadla pozdĺž osi prijímacej cievky o jednu otáčku rovnajúcu sa priemeru prijímaného výrobku. S klesajúcim počtom otáčok prijímacej cievky klesá aj rýchlosť pohybu sypača. 
7. Vyprázdnite cievky. 
8. V ďalšej fáze sa pradienko z niekoľkých aktívnych odvíjaní privádza do skrúcacieho stroja, kde sa pradienko skrúca do prameňa, polotovaru na výrobu drôtov značiek PVS, ShVVP, VP-3. Splietanie je jedným z najbežnejších technologických procesov pri výrobe káblov. Z jednotlivých drôtov sú skrútené vodiče s prúdom a holé drôty.
Buď sa káble a vodiče skrúcajú z izolovaných jadier, alebo (pri výrobe komunikačných káblov) ich súčasti - skupiny, zväzky, z ktorých sa zase skrúcajú káble. V tomto procese sa kombinujú jednotlivé prvky (drôt, vlákna, skupiny, zväzky), v ktorých je každý z nich umiestnený v špirálovej línii okolo centrálnych (jedného alebo viacerých) prvkov. 
9. Vnútorné časti skrúcacieho stroja s rotačným prijímacím zariadením. Točené pramene sa navíjajú na technologickú nádobu do hotového prameňa. Krútenie sa vykonáva ako výsledok kombinácie dvoch pohybov: lineárneho (translačného) a rotačného.
V tomto prípade sa otáčanie môže vykonávať v smere aj proti smeru hodinových ručičiek. Smer skrútenia sa posudzuje podľa usporiadania závitov prvkov v skrútenom produkte. Krútenie sa nazýva ľavotočivé, keď každý prvok skrútenia pri pohľade pozdĺž osi ide sprava nahor doľava a vpravo, keď trajektória prvku ide zľava nahor doprava. 
10. V blízkosti sa nachádza stroj na jemné a stredné ťahanie DHC. Na rozdiel od Nihoff vťahuje jedno jadro so žíhaním na jeden priechod. 
11. Obrobok získaný po ťahaní. 
12. Ide do stroja na skrúcanie prameňov prostredníctvom pasívneho odmeňovania. Odplaty sa rozlišujú na pasívne a aktívne na princípe návratu obrobku z bubna. Hlavnou úlohou výplaty je zabezpečiť rovnomerné navíjanie obrobku pri konštantnej rýchlosti a napätí. 
13. Prvok skrúcacieho stroja, ktorým prechádza drôt pred skrúcaním. 
14. 
15. Hotový prameň, pripravený na aplikáciu izolácie. 
16. Aktívny podávač, z ktorého sa prameň privádza do vytlačovacej linky. 
17. Plastová zmes PVC v granulách. Materiál na aplikáciu izolácie a opláštenia. Polyvinylchloridová plastová zmes používaná v káblovom priemysle je zmesou polyvinylchloridovej živice (polyvinylchlorid) získanej polymerizáciou vinylchloridu so zmäkčovadlami, stabilizátormi, plnivami a ďalšími zložkami. 
18. Vytláčacia linka. Jednotka na nanášanie izolácie a plastových plášťov pozostáva z extrudéra, výstupných, ťažných a prijímacích zariadení, chladiaceho kúpeľa, riadiaceho a riadiaceho zariadenia. Z výstupného zariadenia vstupuje drôt, skrútené jadro alebo polotovar pre plášť do hlavy extrudéra. Brzdové zariadenie odoberacieho zariadenia slúži na neustále napínanie jadra a zamedzenie odvíjania bubna alebo cievky drôtu pri zastavení agregátu alebo znížení rýchlosti vytláčania.
Najprv sa plastové granule roztavia v závitovke na homogénnu hmotu. Pre lepšiu priľnavosť a zamedzenie tvorby vzduchových inklúzií na jadre, najmä pri nanášaní polyetylénovej izolácie, je pred hlavu extrudéra inštalované zariadenie na ohrev jadra elektrickým prúdom cez sústavu valcov, na ktoré sa privádza požadované napätie. . Jadro zahriate na 100–150 °C vstupuje do hlavy extrudéra. 
19. Extrudér (šnekový lis). Na hlave extrudéra sa roztavený plast vytláča cez prstencovú medzeru medzi tŕňom a matricou vo forme škrupiny a nanáša sa na drôt. 
20. Chladiaci kúpeľ s vodovodnou vodou, umiestnený za hlavou extrudéra, do ktorého po nanesení plastového plášťa vstupuje drôt alebo kábel, musí mať takú dĺžku, aby pri zvolenom režime chladenia a rýchlosti lisovania mala izolácia alebo plášť čas vychladnúť na 60–70° v celej hrúbke S. Nedostatočné chladenie vedie k posunutiu jadra alebo kolapsu izolácie a plášťa. 
21. Ovládací panel vytláčacej linky. 
22. Po chladiacom kúpeli drôt vstupuje do zariadenia na fúkanie vody a sušenie, potom do ťažného zariadenia a cez kompenzátory je privádzaný do prijímacej šachty. Pri aplikácii izolácie sa pred kompenzátor alebo trakčné zariadenie inštaluje skúšobné zariadenie na suché napätie. 
23. 
24. Prijímač vytláčacej linky. 
25. Pri výrobe viacžilového kábla sa jednotlivé izolované žily krútia. Skrútenie izolovaných žíl do kábla pri výrobe napájacích káblov môže byť vykonané s odskrutkovaním alebo bez odskrutkovania. Pri krútení bez odskrutkovania dochádza k samovoľnému dodatočnému krúteniu jadra okolo vlastnej osi. To vedie k deformácii fázovej izolácie a následne k vytvoreniu ďalších defektov v nej vo forme vrások a priehlbín. Tento jav je badateľný najmä pri krútení vodičov veľkých prierezov a s veľkými hrúbkami izolácie.
Krútenie je proces krútenia, pri ktorom sa smer krútenia izolovaných žíl zhoduje so smerom krútenia drôtov vo vonkajšej vrstve izolovaného jadra. Skrúcaním do odvíjania rozumieme proces skrúcania, v ktorom sú tieto smery opačné. 
26. Krútenie predkrútených jadier sa vykonáva na bežných zákrutových kotúčových strojoch, ktoré sú vybavené špeciálnym zákrutovým zariadením. Toto zariadenie je často kombinované so zhutňovacím mechanizmom. V tomto prípade sa zhutňovacie valce okrem otáčania okolo vlastnej osi otáčajú aj okolo osi kábla. Fázová izolácia sa aplikuje na vopred skrútené jadro, takže po všeobecnom skrútení, ktoré sa vykonáva odskrutkovaním, sa kvalita fázovej izolácie nezhorší. 
27. Krútené žily sa následne dodávajú do vytlačovacej linky na aplikáciu všeobecnej izolácie. 
28. Po nanesení izolácie sa kábel privádza na expanziu. Tu prechádza kontrolou kvality a je zabalený. 
29. Hotové výrobky na odoslanie. 
Články k téme