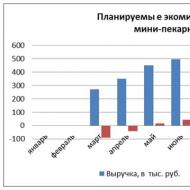
Forvakuum og høyvakuumpumping av kammeret kan utføres i både manuell og automatisk modus. De viktigste økonomiske problemene i samfunnet: hva skal produseres? hvordan produsere? for hvem å produsere?; deres løsning i ulike økonomiske systemer
Pumping til for-vakuum og høyvakuum i manuell modus:
10.2.1. Slå på forlinjepumpen " NL1", trykk på den tilsvarende knappen på LCD-skjermen. Åpne ventilen" VP1" Trykkkontroll utføres ved hjelp av en trykktransduser PMT6-3M-1 " PT1"PT1" på LCD-skjermen vil lyse grønt).
10.2.2. Evakuer kammeret til forvakuumet gjennom bypassventilen " VP3" Åpne ventilen" VP3» - trykk på den tilsvarende knappen på LCD-skjermen. Trykkkontroll utføres ved hjelp av en Pirani 972B trykktransduser " PT3/PM1": visuelt ved et element på LCD-skjermen (hvis nødvendig forvakuum er tilgjengelig (eller nådd) i systemet, indikatoren " PT3/PM1
10.2.3. Utfør for-vakuumpumping av den turbomolekylære pumpen " NR1" Steng ventilen" VP3" Åpne ventilen" VP2" Trykkkontroll utføres ved hjelp av en trykktransduser " PT2": visuelt etter element på LCD-skjermen (hvis nødvendig forvakuum er tilgjengelig (eller nådd) i systemet, indikatoren " PT2» på LCD-skjermen blir grønn.
10.2.4. Tilfør vann for å avkjøle den turbomolekylære pumpen. Trykk på knappen.
10.2.5. Start turbomolekylær pumpe " NR1" For å gjøre dette må du slå på turbomolekylær pumpe - trykk på knappen på LCD-skjermen NR1" Tiden pumpen kommer i drift er ca. 3 minutter. Kontroll av pumpens utgang til modus utføres ved hjelp av indikatoren på "AST 600TN" strømforsyningen og visuelt på LCD-skjermen: element " NR1» vil bli uthevet i grønt.
10.2.6. Utfør høyvakuumpumping av vakuummanifolden " CV1" Åpne vakuumforseglingen " VT1"(klikk på det tilsvarende elementet på LCD-skjermen), åpne gassventilen" DT1åpenPT3/PM1": visuelt ved et element på LCD-skjermen (hvis nødvendig forvakuum er tilgjengelig (eller nådd) i systemet, indikatoren " PT3/PM1" på LCD-skjermen vil lyse grønt) eller via PDR900/2-strømforsyningen og displayenheten.
Pumping til for-vakuum og høyvakuum i automatisk driftsmodus:
For å kunne gjennomføre pumpeprosessen ved for. og høyvakuum i automatisk driftsmodus, må du trykke på " "-knappen på LCD-skjermen (påskriften " manuell innstilling"vil endre til inskripsjonen" automatisk modus»).
Tilførselen av trykkluft til de pneumatiske enhetene i installasjonen vil skje automatisk (knapp " TRYKKLUFT» vil bli uthevet).
Forvakuumpumpen vil slå seg på automatisk " NL1", ventilen vil åpne" VP1PT1"PT1" vil lyse grønt)).
Kammeret vil automatisk pumpes ut til forvakuumet gjennom bypassventilen " VP3": ventil åpner" VP3" Trykkkontroll utføres automatisk ved hjelp av Pirani 972B trykkomformer " PT3/PM1"(på LCD-skjermen (hvis nødvendig forvakuum er tilgjengelig (eller nådd) i systemet, vil indikatoren " PT3/PM1" vil lyse grønt)).
Forvakuumpumping av turbomolekylærpumpen vil bli utført automatisk. NR1": ventil stenger" VP3", ventilen vil åpne" VP2" Trykkkontroll utføres automatisk ved hjelp av trykkomformeren PMT6-3M-1 " PT2"(på LCD-skjermen (hvis nødvendig forvakuum er tilgjengelig (eller nådd) i systemet, vil indikatoren " PT2" vil lyse grønt)).
Vann vil tilføres automatisk for å avkjøle turbomolekylærpumpen. Den turbomolekylære pumpen vil starte " NR1».
Etter at pumpen går inn i modus (kontroll av pumpeinngangsmodus utføres ved hjelp av indikatoren på strømforsyningsenheten "AST 600TN" og visuelt på LCD-skjermen: element " NR1» vil være uthevet i grønt), vil den automatiske driftsmodusen bytte til manuell (påskriften over knappen « »« automatisk modus"vil endre til inskripsjonen" manuell innstilling»).
Arbeide med en ionekilde
10.3.1. I hovedmenyen velger du " Sputtering prosess».
10.3.2. Aktiver produktrotasjon. Klikk på " "-knappen. Meldingen " produktene roterer».
10.3.3. Plasser produktene i forhold til ionekilden. Sett karusellen til sin opprinnelige posisjon: produkt nr. 1 er plassert på motsatt side av ionekilden (merket er synlig gjennom visningsvinduet), produkt nr. 7 er plassert under magnetronen. Du må trykke på “ ”-knappen for å stille inn startposisjonen til karusellen (LED-en over knappen vil lyse), og “ ”-knappen vil vise inskripsjonen “ trinn 1».
10.3.4. Injiser gass (argon) inn i ionekilden. Åpne den manuelle ventilen (med trykkreduksjon) på gassflasken (argon), still inn gasstrykkverdien. Bruke trykkregulatoren " WF1» (som er plassert i "gassledningen") still inn gasstrykkverdien, som skal være to ganger mindre enn trykkverdien som er satt på reduksjonsrøret til gass (argon) sylinder.
FG1
VE1" Pass på at gassventilen " DT1" er åpen (klikk på det tilsvarende elementet på LCD-skjermen, påskriften " åpen"). Trykkkontroll utføres ved hjelp av en Pirani 972B trykktransduser " PT3/PM1" FG1» « ».
10.3.5. Tilfør vann for å avkjøle ionekilden. I hovedmenyen velger du " Kjølesystem"åpne ventilene" WE3W3
10.3.6. Åpne klaffen over produktene. For å gjøre dette, klikk på knappen " spjeldkontroll"(klikk på inskripsjonen" spjeld lukketbevege segspjeldet er åpent».
10.3.7. Sett strøm til ionekildeenheten. Klikk på knappene " Ionekilde" Et vindu for innstilling av ionekildeparametere vil vises på skjermen.
10.3.8. Still inn parametere for ionerenseprosessen. Still inn strømmen (område 0 til 300 mA).
10.3.9. Utfør ionerenseprosessen (trykk på " NÅVÆRENDE", og den vil lyse opp).
| MERK: Når ionekildens strømforsyning er i drift, vil produktnummeret "1" ÷ "8" (den som for øyeblikket står overfor ionekilden) vises på LCD-skjermen, og på motsatt side av nummeret vil det være en LED (en indikator). som viser at dette produktet har blitt behandlet, og denne visningen er ikke ekte handling, men et hint til operatøren). Følgelig, etter påføring av “CURRENT”, vil indikatoren ved siden av produktnummer nr. 1 eller nr. 2 eller ... nr. 8 lyse (indikatoren signaliserer (beskjeder) at operatøren har utført / utfører / skal utføre prosessen med ionerensing av dette produktet). Hvis prosessen av en eller annen grunn ikke ble fullført av operatøren (dette produktet ble ikke rengjort av operatøren), er det nødvendig å tilbakestille indikatoren: slå av strømforsyningen, tilbakestill indikatoren (trykk på den og hold den i flere minutter, indikatoren vil slukke). Etter fullføring av behandlingen av alle produkter, er det nødvendig å tilbakestille alle indikatorer manuelt (trykk på dem og hold dem i flere minutter, en etter en, indikatorene vil gå ut). |
10.3.10. Etter fullføring av ionerenseprosessen for produkt nr. 1, må du trykke på " NÅVÆRENDEIonekilde"(enheten vil bli deaktivert). Stopp roteringen av produktet (trykk på “ ”-knappen; knappen vil vise “ rotasjon av produkter"). Utfør posisjonering. Klikk på " "-knappen.
Utfør deretter prosessen med ionerensing av neste produkt ved å trykke på knappen " NÅVÆRENDEIonekilde
10.3.11. Når ionerenseprosessen for alle nødvendige produkter er fullført, slå av enheten og trykk på " Ionekilde"(enheten vil bli deaktivert).
Stopp gasstilførselen, lukk ventilen" VE2", ifølge RRG-10, sett gassstrømmen til 0%. Evakuer til høyvakuum. Trykkkontroll utføres ved hjelp av en Pirani 972B trykktransduser " PT3/PM1" eller ved å bruke PDR900/1 strømforsyning og displayenhet.
Start magnetronforstøvningsprosessen.
Arbeid med magnetroner
10.4.1. Aktiver produktrotasjon. Klikk på " "-knappen. Meldingen " produktene roterer».
10.4.2. Plasser produktene i forhold til magnetronen.
Sett karusellen til sin opprinnelige posisjon: produkt nr. 1 er plassert på motsatt side av ionekilden (merket er synlig gjennom visningsvinduet), produkt nr. 7 er plassert under magnetronen. Du må trykke på “ ”-knappen for å stille inn startposisjonen til karusellen (LED-en over knappen vil lyse), og “ ”-knappen vil vise inskripsjonen “ trinn 1».
10.4.3. Injiser gass (argon) inn i vakuumkammeret. Åpne den manuelle ventilen (med trykkreduksjon) på gassflasken (argon), still inn gasstrykkverdien. Bruke trykkregulatoren " WF2» (som er plassert i "gassledningen") still inn gasstrykkverdien, som skal avvike med to ganger fra trykkverdien som er satt på gass (argon) sylinderreduksjon.
Bruk RRG-10 til å angi den nødvendige gassstrømningshastigheten. På LCD-skjermen trykker du på den nedre verdien av symbolet " FG2" " ", en kalkulator vises på skjermen, som du legger inn ønsket gassforbruksverdi med (maksimalt forbruk på RRG-10 - 3,6 l/time).
Åpne gassinntaksventilen inn i ionekilden " VE3».
10.4.4. Steng gassventilen" DT1"(klikk på det tilsvarende elementet på LCD-skjermen, påskriften " lukket"). Trykkkontroll utføres ved hjelp av en Pirani 972B trykktransduser " PT3/PM1" eller ved å bruke PDR900/1 strømforsyning og displayenhet. Gjeldende gassforbruksverdi i % vil bli vist på den øvre verdien av symbolet " FG2» « ».
10.4.6. Tilfør vann for å avkjøle ionekilden. I hovedmenyen velger du " Kjølesystem"åpne ventilene" WE2" Tilstedeværelsen av vann kontrolleres ved hjelp av en væskestrømbryter " W2"(indikatoren lyser grønt på LCD-skjermen) og visuelt. Hvis det ikke er vannkjøling, vil følgende melding vises på LCD-skjermen som indikerer behovet for å kontrollere vannkjølingen til enheten.
10.4.6. Åpne klaffen over produktene. For å gjøre dette, klikk på knappen " spjeldkontroll"(klikk på inskripsjonen" spjeld lukket" og hold den i ~ 3 sekunder hvoretter inskripsjonen vil endres til inskripsjonen " bevege seg"). Etter at spjeldet åpnes, vil knappen vise inskripsjonen " spjeldet er åpent».
10.4.7. Sett strøm til magnetronenheten. Klikk på knappene " Magnetron nr. 1" Et vindu for innstilling av sprøyteparametere vises på skjermen.
10.4.8. Still inn parametrene for sprøyteprosessen. Still inn strøm.
10.4.9. Utfør sprøyteprosessen (trykk på knappen " MAKT", og den vil lyse opp).
| MERK: Når magnetronstrømforsyningen er i drift, vil en indikator vises på LCD-skjermen (motsatt produktet som for øyeblikket står under magnetronen; indikatoren viser at dette produktet er sputteret, og dette er ikke en visning av ekte handling, men et hint til operatøren). Følgelig, etter påføring av "POWER", vil indikatoren ved siden av produktnummer nr. 1 eller nr. 2 eller ... nr. 8 lyse (indikatoren signaliserer (beskjeder) at operatøren har utført / utfører / skal utføre sprøyteprosessen for dette produktet). |
| Hvis sprøyteprosessen av en eller annen grunn ikke ble fullført av operatøren (sprøytingen av dette produktet ble ikke utført av operatøren), er det nødvendig å tilbakestille indikatoren: slå av strømforsyningen, tilbakestill indikatoren (trykk den og hold inne i flere minutter, vil indikatoren slukke). |
| Etter fullføring av sprøyting av alle produkter, er det nødvendig å tilbakestille alle indikatorer manuelt (trykk dem og hold i flere minutter, en etter en, indikatorene vil slukke). |
10.4.10. Når sprøyteprosessen for produkt nr. 1 er fullført, må du trykke på knappen " MAKT" (da vil indikasjonen slukkes) eller slå av enheten ved å trykke på knappen " Magnetron"(enheten vil bli deaktivert). Stopp rotering av produktet (trykk på " "-knappen; knappen vil vise "rotasjon av produktet"). Utfør posisjonering. Klikk på " "-knappen.
Utfør deretter prosessen med å sprøyte neste produkt ved å trykke på knappen " MAKT"(det vil lyse opp) eller slå på strømforsyningen (trykk på knappen " Magnetron"), still inn strømmen hvis enheten var slått på.
10.4.11. Etter fullføring av sprøyteprosessen for alle nødvendige produkter, slå av enheten og trykk på " Magnetron"(enheten vil bli deaktivert). Åpne gassventilen" DT1" Stopp gasstilførselen, lukk ventilen" VE3", ifølge RRG-10, sett gassstrømmen til 0%.
For å gjøre dette må du: lukke vakuumpakningen " VT1"åpne innløpsventilen" VE2" Slå av turbomolekylær pumpe " NR1», i dette tilfellet må forvakuumpumping fortsettes til turbomolekylærpumpen stopper helt. Steng ventilen" VP2», « VP1" Slå av forlinjepumpen " NL1" Trykkkontroll utføres ved hjelp av en Pirani 972B trykktransduser " PT3/PM1" eller ved å bruke PDR900/1 strømforsyning og displayenhet. Hvis trykket i kammeret er lik atmosfærisk trykk, må operatøren løfte kammeret i samsvar med punkt 10.1.
Hva, hvordan og for hvem skal produseres? Svarene på disse tre spørsmålene må finnes av hvert land og samfunn som ønsker å effektivt bruke alle ressursene de har til rådighet. Vanskeligheten med å ta beslutninger i disse spørsmålene er forbundet med objektive begrensninger og behovet for å ta valg: tross alt er ressursene begrenset og det er mulighetskostnader. Dette gjelder alle samfunn, uavhengig av deres politiske system og utviklingsnivå. De eneste forskjellene mellom landene er distribusjonsmetodene.
Samfunnet streber alltid etter å effektivt bruke alle ressursene den har til rådighet. For å gjøre dette må han finne svar på spørsmålene om hva, hvordan og for hvem han skal produsere.
- Spørsmål "hva skal produseres?" oppstår på grunn av at ressursene er begrenset, det er mulighet for valg og det er alternativkostnader. Spørsmålet om hva man skal produsere er grunnleggende for ethvert samfunn.
- Andre spørsmål "hvordan produsere?" oppstår fordi hvert land, uavhengig av hvilket teknologisk nivå det er på, disponerer relativt billige og relativt dyre ressurser. For eksempel har India et arbeidsoverskudd (så arbeidskraft er billig) og en kapitalmangel (kapital er dyrt). USA har relativt billig kapital og dyr arbeidskraft. Samfunnet er alltid interessert i å lage ønsket sett med varer og tjenester til minimale kostnader.
- Tredje spørsmål "For hvem å produsere?", selvfølgelig, er det mest komplekse fordi det gjenspeiler samfunnets holdninger til rettferdighet og økonomisk likhet. Hele samfunnet må på en eller annen måte bestemme hva det anser som en rettferdig fordeling og deretter velge en måte å oppnå den fordelingen på. I praksis kan det å gå mot rettferdig fordeling bety en delvis oppgivelse av effektivitet. Samfunnet må bestemme hvor mye effektivitet det er villig til å ofre i navnet til en mer rettferdig fordeling.
Vanskeligheten med å ta beslutninger om disse spørsmålene (hva, hvordan og for hvem) er forbundet med objektive begrensninger og behovet for å ta valg. Dette gjelder alle samfunn, uavhengig av deres politiske system og utviklingsnivå. De eneste forskjellene mellom landene er distribusjonsmetoder.
Metoder for ressursallokering i en lukket økonomi
En lukket økonomi er en økonomi der et land ikke handler internasjonalt. I den moderne verden er det ingen slike land lenger, men tilstedeværelsen av internasjonal handel endrer lite logikken i ressursfordelingen. Vi vil bruke en lukket økonomimodell for å forenkle forklaringer. La oss vurdere tre distribusjonsmetoder:
- Fordeling i tilfellet hvor prisene kun kontrolleres av markedet er en ren markedsøkonomi.
- Fordeling i tilfellet hvor prisene påvirkes av både markeds- og statlige beslutninger - en blandingsøkonomi.
- Fordeling i tilfelle prisene er fastsatt av regjeringen - kommandoøkonomi,
1. Distribusjon i en ren markedsøkonomi. I frie markeder tas beslutninger om hva, hvordan og for hvem de skal produsere ikke bevisst av forbrukere eller firmaer. Det er ingen sentral myndighet til å fastsette priser eller produksjonsplaner. Begge bestemmes av samspillet mellom kreftene til tilbud og etterspørsel. Bedrifter tilbyr varer og tjenester basert på deres ønske om å tjene penger, og forbrukere etterspør disse varene og tjenestene på en måte som maksimerer nytten.
Under disse forholdene følger svaret på spørsmålet om hva man skal produsere av disse preferanser som forbrukere fritt uttrykker på markedet. Forbrukere kommuniserer sine preferanser til produsentene gjennom penger. På markedene holdes det en slags generell avstemning hver dag, der forbrukere avgir "stemmer" av pengene sine for millioner av forskjellige varer og tjenester.
Løsningen på spørsmålet om hvordan man produserer oppstår i løpet av konkurranse mellom bedrifter om tilgjengelige produksjonsfaktorer. Avhengig av prisene velger bedrifter de mest lønnsomme kombinasjonene av produksjonsfaktorer for seg selv. Et firma kan oppnå maksimal fortjeneste ved å minimere kostnader og bruke de mest effektive produksjonsmetodene.
Til slutt, avgjørelsen om hvem man skal produsere for, skjer også i markeder. Bedrifter produserer for de som kan betale, altså for de som har inntekt. Husholdninger får inntekter ved å selge produksjonsfaktorer til bedrifter. Inntektsfordelingen avhenger av hvordan faktoreierskapet er fordelt og av faktorpriser. De fleste familier tjener inntekt ved å selge arbeidskraften sin til bedrifter. Salg av produksjonsfaktorer skjer i frie faktormarkeder. Selgerne i disse markedene er menneskene som bedriftene produserer for.
Vi har vurdert tilfellet når prismekanismen fungerer uten ekstern intervensjon, eller, på økonomers språk, er under perfekte forhold.
2. Fordeling av ressurser i en blandingsøkonomi. En blandingsøkonomi inntar en mellomposisjon mellom en ren markedsøkonomi og en kommandoøkonomi. De fleste land i verden lever i denne økonomien. Alt avhenger av i hvilken grad staten er involvert i økonomien.
Det mest omfattende statlige inngrepet skjer i land som har valgt sosialist måte å utvikle seg på. I dem tildeles vanligvis alle produksjonsfaktorer av myndighetene, og forbruksvarer frigjøres til markedet, men markedsprisene blir igjen kontrollert av myndighetene.
I land som vanligvis kalles kapitalist, blander regjeringen seg også inn i økonomien og legger dermed hindringer i veien for utviklingen av markedsrelasjoner. Statlig inngripen består av politiske restriksjoner på visse priser og kontroller på visse bransjer.
I tillegg til statlig inngripen, er det andre faktorer i disse landene som hindrer markedet i å være i perfekte forhold:
- Informasjonskostnader. I det virkelige liv er perfekt kunnskap om prisene på varer og om ressurser på ingen måte et gratis produkt. Det kreves betydelige kostnader for å skaffe denne informasjonen og relatert forskning. For den gjennomsnittlige forbrukeren og småbedriften kan slike kostnader være uoverkommelige. Mange forbrukere mangler kunnskap om de tekniske egenskapene til komplekse produkter (for eksempel biler, datamaskiner, fjernsyn) som er på salg, og selgere er ofte ikke tilstrekkelig kompetente i disse sakene. De samme problemene finnes i ressursmarkedet: Arbeidstakere er sjelden klar over lønnsnivåer og vekstutsikter hos konkurrerende firmaer. Av disse grunnene er beslutninger om å kjøpe varer eller selge produksjonsfaktorer ofte mindre enn optimale. Dette gjenspeiles i ressursfordelingen.
- Monopolenes makt. Dette refererer til bedrifters evne til å kontrollere prisene på produktene sine i markedet. I jakten på maksimal profitt har monopolene en tendens til å sette prisene høyere enn under fri konkurranse, og dette fører til en omfordeling av ressursene til fordel for monopolene. Å kontrollere monopolenes profitt er en av grunnene til at regjeringen griper inn i prismekanismen gjennom lovgivning og nasjonalisering.
- Eksterne faktorer. Den økonomiske aktiviteten til ethvert samfunn er ledsaget av sosiale kostnader(forurensning, støy) som ikke tas i betraktning av bedriftene når de fastsetter prisnivåer. Tilstedeværelsen av slike sosiale kostnader gjør at prisene ikke fullt ut reflekterer den faktiske nytten som forbrukerne mottar. Av denne grunn bruker ikke forbrukerne inntektene sine på en optimal måte, og ressursene blir derfor ikke fordelt optimalt. I en blandingsøkonomi reguleres eksterne faktorer av staten gjennom vedtak av lover, etablering av skatter og subsidier.
- Offentlige goder. Prismekanismen gjelder i sin natur ikke offentlige goder som veier, politi, forsvar. Slike varer konsumeres av hele eller det meste av befolkningen, og brukerne deres kan ikke betale gjennom prissystemet. I en blandingsøkonomi er staten også med på å løse disse problemene.
3. Fordeling av ressurser i en kommandoøkonomi. En kommandoøkonomi er en økonomi der beslutninger om produksjonsvolumer og ressursallokering tas av myndighetene. For dette formålet skaper landet vanligvis sentral planmyndighet (CPO). Dette organet er et stort administrativt apparat som utvikler langsiktige statlige planer for økonomisk utvikling og på grunnlag av disse gir direktiver til bedriftsledere om følgende spørsmål: a) hva som skal produseres; b) hvor man kan hente ressurser; c) hvilken produksjonsteknikk som skal brukes; d) hvor man skal levere produserte varer.
Metoder for fordeling gjennom vedtak fra den sentrale valgkommisjonen ble brukt i alle sosialistiske land. Produksjonsfaktorer, boligkvarter, utdanningstjenester og til og med personlig inntekt var gjenstand for fordeling. Når det gjelder forbruksvarer som mat, klær og husholdningsapparater, var det et marked for dem, men markedsprisene ble regulert av myndighetene.
Det er land der alle ressurser, inkludert forbruksvarer og tjenester, er tildelt ved direktiv. Dette er for eksempel hvordan det økonomiske livet er organisert i DPRK.
Fordeler og ulemper ved ulike ressursallokeringsmetoder
Både markedsmekanismen og kommandostyringen har sine fordeler og ulemper. La oss vurdere hovedtrekkene til hver distribusjonsmetode.
1. Fordeler med markedsmekanismen. I industrialiserte land blir omtrent to tredjedeler av ressursene allokert i markeder under påvirkning av prismekanismen. La oss nevne fordelene med denne distribusjonsmetoden:
- Økonomisk effektivitet. Tilhengere av markedssystemet mener at forbrukerne er de beste dommerne av sine egne interesser. Hver av dem streber etter å forvalte pengene sine på en slik måte at de får maksimalt utbytte. Tilhengere av sentralisert kontroll mener at markedet hovedsakelig tjener interessene til velstående mennesker, og økonomien kan anses som effektiv bare når den reflekterer interessene til alle medlemmer av samfunnet. Etter deres mening er det kun på myndighetsnivå som kan organisere en utredning av hele befolkningens interesser og finne den optimale ressursfordelingen.
- Større valgfrihet. I markeder formidler forbrukere, som kommuniserer med produsenter, til dem sine ønsker angående egenskapene til varene og tjenestene de ønsker å kjøpe. Bedrifter, basert på disse ønskene, lager produkter som etter deres mening vil være etterspurt. Siden det er mange selskaper og de konkurrerer med hverandre, dukker det opp et stort antall produkter for samme formål på markedet, men med ulik kapasitet og ulik utførelse. Forbrukerne har mulighet til fritt å velge mellom et mye bredere spekter av varer og tjenester enn hva tilfellet ville vært i en sentral planøkonomi.
- Rask respons på endringer i den økonomiske situasjonen. En markedsøkonomi reagerer raskere enn en kommandoøkonomi på endrede forhold. Dette skyldes det faktum at på en bedriftsskala har faktorer som stigende priser på råvarer eller drivstoff, fall i etterspørselen etter et produkt eller en tjeneste, en mye mer akutt innvirkning på budsjettet enn på en statlig skala. I tillegg er det administrative apparatet til selskapet uforholdsmessig mindre enn det statlige produksjonssenteret og tiden som kreves for å fatte en beslutning er også uforholdsmessig kortere.
- Sterkere insentiver til å ta risiko. Bedrifters ønske om å vinne konkurranse oppmuntrer dem til å foreta risikable investeringer med håp om å opprettholde eller utvide markedsandelen. Fordi firmaer samhandler direkte med forbrukere, kjenner de vanligvis markedet sitt godt, og som oftest fører deres risikofylte investeringer til suksess. Dersom investeringene er rettet mot å utvikle teknologi, vil de føre til raskere økonomisk vekst.
2. Ulemper ved markedsmekanismen. Kritikere av frie markeder ser en rekke mangler ved dem. La oss nevne de oftest nevnte av dem:
- Ulikhet i inntekt og formue. Det hevdes at prissystemet fører til ekstrem ulikhet i inntekt og formue. Ved å produsere varer og tjenester i henhold til pengestemmen, rettes knappe ressurser mot å produsere luksus for de rike, som har flere pengestemmer, i stedet for å produsere varer for de fattige. Denne oppfatningen har et reelt grunnlag. Et eksempel er bygging av boligbygg i Moskva. De fleste bygningene som bygges er beregnet på folk med mye penger, og er praktisk talt utilgjengelige for personer med inntekt under gjennomsnittet. Prissystemet ignorerer begrepet rettferdighet.
- Arbeidsledighet. Noen økonomer mener at den frie markedsmekanismen kaster økonomien ned i syklisk arbeidsledighet fordi det ikke er noen streng sammenheng mellom beslutningene til produsentene og forbrukernes intensjoner. Erfaring viser at i fravær av statlig inngripen, viser den totale etterspørselen etter varer seg periodisk å være mindre enn det totale volumet av produksjonen deres. Resultatet er en opphopning av usolgte varer, som tvinger produsenter til å kutte produksjonen og si opp arbeidere. Lav mobilitet av arbeidsressurser tillater ikke å tilfredsstille etterspørselen, og reservene forblir ubrukte.
- Inflasjon. I løpet av 1970- og 1980-årene opplevde de fleste industrialiserte land og mange mindre utviklede land raske prisøkninger. Dette førte igjen til alvorlige spenninger i det sosiale og politiske livet. Erfaringene fra disse årene fikk mange økonomer til å hevde at periodiske utbrudd av inflasjon er en organisk egenskap ved en markedsøkonomi. Ved sentralisert styring kan slike fenomener utelukkes.
- Konstruert etterspørsel. I et forsøk på å tiltrekke seg forbrukere og opprettholde salget på eksisterende nivåer eller øke dem, bruker selskaper mye kraftige annonseringsmidler. Hovedmålet med reklame er å få forbrukeren til å ønske å kjøpe produktet. Derfor streber annonsører etter å attraktivt vise fordelene som en forbruker kan få av et produkt. Noen ganger trenger ikke forbrukeren det annonserte produktet, men under påvirkning av reklame kjøper han det. Det viser seg at forbrukeren mister sin uavhengighet i markedet.
- Ufullkommenhet i markedet. Markedsprisene tilsvarer i noen tilfeller ikke den reelle fordelen forbrukeren får. De er utsatt for sterk påvirkning fra monopoler, tar ikke hensyn til tap knyttet til miljøforurensning, og inkluderer ofte urimelig store administrative kostnader. I nærvær av slike ufullkommenheter er det knapt mulig å oppfylle betingelsene for effektiv økonomisk utvikling.
3. Fordeler med en kommandoøkonomi. Noen av fordelingsulempene introdusert av markedsmekanismen forsvinner når beslutninger tas av CPO. Det er en oppfatning at sentralisert distribusjon har følgende fordeler.
- Full sysselsetting. CPO skaper betingelser for full bruk av arbeidsressurser. Hvis det ikke er nok jobber i en bestemt region, bestemmer han seg for å bygge et nytt anlegg eller opprette et nytt foretak, selv om aktivitetene til de nyopprettede organisasjonene ikke gir profitt.
- Lav inflasjon. Siden i en kommandoøkonomi er hele spekteret av priser for varer og tjenester fastsatt administrativt, kan inflasjonsraten holdes på et lavere nivå enn under prismekanismen. Hvis CPO ikke klarer å matche tilbud med etterspørsel, er det mer sannsynlig at mangel fører til køer, et svart marked og muligens sosial uro enn til høyere priser.
- Minimalt tap av ressurser. I en kommandoøkonomi planlegger CPO for alle fabrikker både produksjon og distribusjon av ferdige produkter, slik at produsenten ikke risikerer å sløse med ressurser. Statsforetak tjener ikke overskudd. Alle pengene de får fra å selge produkter går tilbake til produksjon. Dermed er det heller ingen tap knyttet til overskuddsdannelsen. Selvfølgelig er det alltid tap forårsaket av CPU-feil, men disse tapene er vanligvis små.
- Større evne til å tilpasse seg ytre effekter. Alle typer skadelige påvirkninger av produksjon og forbruk på miljøet er under kontroll av offentlige etater, og Senter for utdanningstilsyn inkluderer arbeid med å nøytralisere disse påvirkningene i virksomhetsplaner. I tilfeller der det ikke er mulig å nøytralisere virkningen, forbyr CPO, styrt av samfunnets interesser, produksjon.
- Minimal ulikhet i inntekt og formue. Siden CPE bestemmer prisene på alle produksjonsfaktorer, er den i stand til å minimere ulikheter i fordelingen av inntekt og formue. I en kommandoøkonomi er folk ikke i stand til å samle store mengder kapital fordi alle større virksomheter eies av staten. I tillegg har staten muligheten til å sette ønskede standarder for bolig, helsevesen og utdanning for alle medlemmer av samfunnet. Vanligvis tilstreber den at det ikke er for store forskjeller i levekår.
4. Ulemper med en kommandoøkonomi. Kommandoøkonomier får mye mer kritikk fra økonomer enn markedsøkonomier. Ifølge de fleste økonomer er kommandoøkonomier fundamentalt feil. Det utføres ikke av forbrukere eller produsenter selv, men av deres representanter i offentlige organer. Av denne grunn har den en rekke alvorlige ulemper. La oss vurdere de som oftest siteres av kritikere.
- Informasjonskostnader. For arbeidet til et sentralisert produksjonssenter trengs det mye større informasjonsmengde enn for et privat selskap. Informasjon skal samles inn fra hele landet; Høyt kvalifiserte spesialister innen råvareforskning i ulike bransjer, økonomi, statistisk databehandling, planlegging og andre spørsmål bør involveres i analysen av informasjon. Kostnaden for å samle inn og behandle informasjon er svært høy. I en markedsøkonomi trenger bedrifter bare informasjon som er relevant for deres aktiviteter, og hoveddelen av denne informasjonen kommer fra "stemmer" av penger.
- Vanskeligheter med å estimere etterspørselen. I mangel av frie priser er det ekstremt vanskelig å anslå eksisterende og fremtidig etterspørsel etter varer og tjenester. Noen ganger estimeres etterspørselen etter størrelsen på køer for knappe varer eller antall usolgte varer, noen ganger ved å kartlegge befolkningen, men slike estimater er alltid mindre nøyaktige enn å beregne det faktiske antallet kjøp på det frie markedet.
- Forsinkelser i produksjonsplanlegging. I en kommandoøkonomi, etter at nødvendig informasjon er samlet inn og beslutninger er tatt, brukes mye tid på å utarbeide planer for landets virksomheter. Under planleggingen kan forbrukernes preferanser og produsentenes ressursbehov endres betydelig. Som et resultat kan produksjonsvolumer ikke samsvare med faktisk etterspørsel og teknologien kan falle på etterskudd.
- Tap av insentiver. Det er kjent at i en markedsøkonomi genererer prismekanismen insentiver til å utvikle virksomhet og til og med presser folk til å foreta risikable investeringer. I en kommandoøkonomi, hvor priser og lønninger er regulert av staten, er disse insentivene svært svake. Mulighetene for å øke inntjeningen er lave; å opprettholde eksisterende inntjening krever ikke mye innsats. På grunn av disse omstendighetene er produktiviteten til mange arbeidere lav.
- Begrenset utvalg av varer og tjenester. I en kommandoøkonomi er det en tendens til standardisering av produkter og lite hensyn til individuelle smaker. Valget av varer og tjenester viser seg å være mye smalere enn i et konkurranseutsatt marked. Siden etterspørselen etter varer og tjenester dannes avhengig av hvilke produkter som er tilgjengelige på markedet, uttrykker forbrukerne sine ønsker i et svært begrenset spekter. Av denne grunn er utvidelsen av rekkevidden sakte.
Leonid Evgenievich Strovsky- Doktor i økonomiske vitenskaper, professor, leder av avdelingen for ledelse av utenlandsk økonomisk aktivitet i en bedrift, Fakultet for internasjonale relasjoner, Ural Federal University (Ural Federal University)
Produsere i en markedsøkonomi? betyr bruk av nytt utstyr og produksjonsteknologi.Bruk av nytt utstyr og teknologi sikrer økt økonomisk effektivitet som følge av lavere produksjonskostnader. Økonomisk effektivitet avhenger ikke bare av utstyr og teknologi, men også av markedspriser på ressurser. For eksempel kan en teknologi som bare krever bruk av noen få fysiske ressurser for å produsere et gitt volum vise seg å være økonomisk ineffektiv dersom markedsprisene for de nødvendige ressursene er for høye. Derav den nye definisjonen av effektivitet.
Økonomisk effektivitet betyr maksimal produksjon til minimal kostnad.
Analysen viser at markedssystemet er i stand til å tilpasse seg endringer i teknologi og i strukturen på ressursforsyningen. Men én ting? Å tilpasse seg endringer som allerede finner sted er en annen sak? sette i gang endringer som fører til økt produktivitet og høyere nivå av materiell velvære i samfunnet.
Spørsmål: er markedssystemet i stand til å gi økonomien nye produksjonsmidler som er basert på teknisk fremgang?
Svar: Et konkurranseutsatt markedssystem inneholder insentiver for teknologisk fremgang. Konkurrenter må følge eksemplet til det mest progressive selskapet, ellers vil de umiddelbart lide "straff" i form av tap, men på lang sikt? og i form av konkurs. I denne forbindelse skjer det en konstant omfordeling av ressurser fra næringer der utstyr og produksjonsteknologi er mindre effektive til mer effektive næringer.
Spørsmål: Kan en gründer som opptrer som innovatør gjennom markedssystemet skaffe ressursene som er nødvendige for produksjon av maskiner og utstyr som teknisk fremgang er avhengig av?
Svar: ja, en gründer kan motta dem. Først av alt, den gründeren som er tilbøyelig til å allokere en del av overskuddet til akkumulering for å utvide produksjonen i fremtiden. Ved å gjøre dette kan han sikre seg enda flere inntekter i form av overskudd i fremtiden dersom innovasjonene viser seg vellykkede.
For å selvsjekke den tilegnete kunnskapen din, fullfør opplæringsoppgaver fra settet med objekter for gjeldende avsnitt
Kabelproduksjonsprosessen kan deles inn i flere stadier: trinn-for-trinn-tegning og broaching av arbeidsstykket, påføring av isolasjon og mantel, ekspansjon, frakt. La oss følge sekvensielt:
Først generelle synspunkter på de to verkstedene der hovedstadiene i produksjonen finner sted.
1. Strandtegning og vriverksted. Her foregår primærbearbeidingen av kobbertråd, hovedråstoffet for produksjon av kabel- og trådprodukter (CPP).
2. Verksted for påføring av isolasjon og kappe. Dette verkstedet rommer ekstruderingslinjer hvor kobberemner tar form av et ferdig produkt.
Anlegget mottar kobberstang, som produseres ved kontinuerlig støping og valsing fra kobberkatoder. Valstråd er et grovt stykke, vanligvis med stor diameter, som brukes til videre wireproduksjon.
3. Grovtegningsmaskin VM-13. Designet for å trekke kobberstang inn i tråd. Tegning er prosessen med kaldforming av metaller, der den bearbeidede tråden eller et annet arbeidsstykke passerer gjennom et tegneverktøy (dyse) og antar formen og dimensjonene til dens indre kanal med et tverrsnitt som er mindre enn tverrsnittet til arbeidsstykke. Redusering av tverrsnittet fører til en økning i lengden på ledningen. Denne maskinen er designet for å tegne fra en diameter på 9 mm til 1,6-4,3 mm.
4. Oversikt over Nihoff tegnekompleks. 12-tråds tegnemaskin designet for fin-medium trekking av kobbertråd inn i et nøste. Dette er et emne for ytterligere vridning til en tråd. Dette er begynnelsen på produksjonen av fleksibel flerkjernekabel.
5. Ved tegning oppstår kaldherding, noe som forverrer ledningens elektriske ledningsevne. Også under tegning endres metallets plastegenskaper: det styrkes (herdes), dets struktur endres, metallkornene knuses i tegningsretningen, det vil si at det dannes en tekstur. Å fjerne "herdingen" og oppnå en myk tråd oppnås ved å varme metallet til en viss temperatur, holde det i en gitt tid og avkjøle det til romtemperatur. I dette tilfellet blir metallet duktilt igjen.
Varmebehandlingen av et metall, hvor dets opprinnelige egenskaper returneres, kalles gløding. Temperaturen og varigheten av glødingen avhenger av egenskapene og dimensjonene til ledningen. For å beskytte kobbertråd mot oksidasjon, glødes den i spesielle damp- eller vakuumovner. Trådnøsten føres gjennom en gjennomgangsglødeanordning, noe som sparer tid ved å ikke bruke muffelovnsgløding.
6. Etter gløding vikles det ferdige nøstet på en teknologisk beholder. Her kan du tydelig se layoutmekanismen, som består av en stasjon og en layoutenhet. Produktet legges som et resultat av at sprederen beveger seg langs aksen til mottaksspolen en omdreining lik diameteren til det mottatte produktet. Ettersom antall omdreininger på mottaksspolen minker, reduseres også sprederens bevegelseshastighet.
7. Tømme spoler.
8. På neste trinn mates nøsten fra flere aktive utbetalinger inn i en vridningsmaskin, hvor nøsten tvinnes til en tråd, et emne for produksjon av ledninger av merkene PVS, ShVVP, VP-3. Stranding er en av de vanligste teknologiske prosessene i kabelproduksjon. Strømførende ledere og blanke ledninger tvinnes fra individuelle ledninger.
Enten kabler og ledninger er vridd fra isolerte kjerner, eller (ved produksjon av kommunikasjonskabler) deres komponentdeler - grupper, bunter, hvorfra kabler igjen er vridd. I denne prosessen kombineres individuelle elementer (tråd, tråder, grupper, bunter), der hver av dem er plassert i en spirallinje rundt de sentrale (en eller flere) elementene.
9. Innvendig i en vridningsmaskin med en roterende mottaksanordning. De vridde trådene vikles på en teknologisk beholder til en ferdig tråd. Vridning utføres som et resultat av en kombinasjon av to bevegelser: lineær (translasjonell) og rotasjon.
I dette tilfellet kan rotasjon gjøres både med og mot klokken. Vridningsretningen bedømmes av arrangementet av svingene til elementene i det vridde produktet. En vridning kalles venstrehendt når hvert element i vridningen, sett langs aksen, går fra høyre-opp-til-venstre, og høyre når banen til elementet går fra venstre-opp-til-høyre
10. Det er en DHC fin-medium tegnemaskin i nærheten. I motsetning til Nihoff trekker den inn én kjerne med gløding per passering.
11. Arbeidsstykket oppnådd etter tegning.
12. Den går inn i trådvridningsmaskinen, gjennom en passiv utbetaling. Tilbakebetalinger er differensiert i passiv og aktiv basert på prinsippet om retur av arbeidsstykket fra trommelen. Hovedoppgaven til utbetalingen er å sikre jevn vikling av arbeidsstykket med konstant hastighet og spenning.
13. Element av tvinningsmaskinen som ledningen passerer gjennom før tvinning.
15. Ferdig streng, klargjort for påføring av isolasjon.
16. Aktiv mater, hvorfra strengen mates til ekstruderingslinjen.
17. PVC-plastblanding i granulat. Materiale for påføring av isolasjon og kappe. Polyvinylkloridplastforbindelse som brukes i kabelindustrien er en blanding av polyvinylkloridharpiks (polyvinylklorid) oppnådd ved polymerisering av vinylklorid med myknere, stabilisatorer, fyllstoffer og andre komponenter.
18. Ekstrusjonslinje. Enheten for påføring av isolasjon og plastskall består av en ekstruder, uttaks-, trekk- og mottaksenheter, et kjølebad, kontroll- og kontrollutstyr. Fra utgangsenheten kommer ledningen, den vridde kjernen eller emnet for kappen inn i ekstruderhodet. Bremseanordningen til uttaksanordningen tjener til konstant å spenne kjernen og forhindre at trommelen eller trådsnellen vikles av når enheten stoppes eller ekstruderingshastigheten reduseres.
Først smeltes plastgranulene i en skrue til en homogen masse. For bedre vedheft og for å forhindre dannelse av luftinneslutninger på kjernen, spesielt ved påføring av polyetylenisolasjon, er det installert en enhet foran ekstruderhodet for å varme opp kjernen med elektrisk strøm gjennom et system av ruller som den nødvendige spenningen påføres . Kjernen oppvarmet til 100-150°C går inn i ekstruderhodet.
19. Ekstruder (ormepresse). Ved ekstruderhodet ekstruderes smeltet plast gjennom det ringformede gapet mellom doren og dysen i form av et skall og påføres tråden.
20. Kjølebadet med springvann, plassert bak ekstruderhodet, som ledningen eller kabelen kommer inn i etter påføring av plastkappen, må ha en slik lengde at isolasjonen eller kappen har tid med valgt kjølemodus og pressehastighet. å kjøle ned til 60-70° gjennom hele tykkelsen MED. Utilstrekkelig kjøling fører til forskyvning av kjernen eller kollaps av isolasjonen og kappen.
21. Kontrollpanel for ekstruderingslinje.
22. Etter kjølebadet går ledningen inn i enheten for blåsing og tørking, deretter inn i trekkanordningen og gjennom kompensatorer tilføres den til mottaksakselen. Ved påføring av isolasjon installeres et tørt spenningstestapparat foran kompensatoren eller trekkanordningen.
24. Ekstruderingslinjemottaker.
25. Når du lager en flerkjernekabel, er individuelle isolerte kjerner vridd. Tvinning av isolerte kjerner til en kabel ved produksjon av strømkabler kan gjøres med eller uten skruing. Ved vridning uten å skru av skjer det spontant ekstra vridning av kjernen rundt sin egen akse. Dette fører til deformasjon av faseisolasjonen og følgelig til dannelsen av ytterligere defekter i den i form av rynker og bulker. Dette fenomenet er spesielt merkbart ved vridning av ledere med stort tverrsnitt og med store isolasjonstykkelser.
Vridning er en vridningsprosess der vridningsretningen til de isolerte kjernene faller sammen med vridningsretningen til ledningene i det ytre laget av den isolerte kjernen. Med vridning til avvikling mener vi en vridningsprosess der disse retningene er motsatte.
26. Vridning av forvridd kjerner utføres på konvensjonelle vridningsskivemaskiner, som er utstyrt med en spesiell vridningsanordning. Ofte er denne enheten kombinert med en komprimeringsmekanisme. I dette tilfellet roterer komprimeringsvalsene, i tillegg til å rotere rundt sin egen akse, rundt kabelens akse. Faseisolasjonen påføres den forhåndsvridde kjernen, så etter generell vridning, som gjøres med utskruing, forringes ikke kvaliteten på faseisolasjonen.
27. De vridde kjernene leveres deretter til ekstruderingslinjen for påføring av generell isolasjon.
28. Etter påføring av isolasjonen mates kabelen for ekspansjon. Her går den gjennom kvalitetskontroll og pakkes.
29. Ferdige produkter for forsendelse.
Kabelproduksjonsprosessen kan deles inn i flere stadier: trinn-for-trinn-tegning og broaching av arbeidsstykket, påføring av isolasjon og mantel, ekspansjon, frakt. La oss følge sekvensielt:
Først generelle synspunkter på de to verkstedene der hovedstadiene i produksjonen finner sted.
1. Strandtegning og vriverksted. Her foregår primærbearbeidingen av kobbertråd, hovedråstoffet for produksjon av kabel- og trådprodukter (CPP).
2. Verksted for påføring av isolasjon og kappe. Dette verkstedet rommer ekstruderingslinjer hvor kobberemner tar form av et ferdig produkt. 
Anlegget mottar kobberstang, som produseres ved kontinuerlig støping og valsing fra kobberkatoder. Valstråd er et grovt stykke, vanligvis med stor diameter, som brukes til videre wireproduksjon.
3. Grovtegningsmaskin VM-13. Designet for å trekke kobberstang inn i tråd. Tegning er prosessen med kaldforming av metaller, der den bearbeidede tråden eller et annet arbeidsstykke passerer gjennom et tegneverktøy (dyse) og antar formen og dimensjonene til dens indre kanal med et tverrsnitt som er mindre enn tverrsnittet til arbeidsstykke. Redusering av tverrsnittet fører til en økning i lengden på ledningen. Denne maskinen er designet for å tegne fra en diameter på 9 mm til 1,6-4,3 mm. 
4. Oversikt over Nihoff tegnekompleks. 12-tråds tegnemaskin designet for fin-medium trekking av kobbertråd inn i et nøste. Dette er et emne for ytterligere vridning til en tråd. Dette er begynnelsen på produksjonen av fleksibel flerkjernekabel. 
5. Ved tegning oppstår kaldherding, noe som forverrer ledningens elektriske ledningsevne. Også under tegning endres metallets plastegenskaper: det styrkes (herdes), dets struktur endres, metallkornene knuses i tegningsretningen, det vil si at det dannes en tekstur. Å fjerne "herdingen" og oppnå en myk tråd oppnås ved å varme metallet til en viss temperatur, holde det i en gitt tid og avkjøle det til romtemperatur. I dette tilfellet blir metallet duktilt igjen.
Varmebehandlingen av et metall, hvor dets opprinnelige egenskaper returneres, kalles gløding. Temperaturen og varigheten av glødingen avhenger av egenskapene og dimensjonene til ledningen. For å beskytte kobbertråd mot oksidasjon, glødes den i spesielle damp- eller vakuumovner. Trådnøsten føres gjennom en gjennomgangsglødeanordning, noe som sparer tid ved å ikke bruke muffelovnsgløding. 
6. Etter gløding vikles det ferdige nøstet på en teknologisk beholder. Her kan du tydelig se layoutmekanismen, som består av en stasjon og en layoutenhet. Produktet legges som et resultat av at sprederen beveger seg langs aksen til mottaksspolen en omdreining lik diameteren til det mottatte produktet. Ettersom antall omdreininger på mottaksspolen minker, reduseres også sprederens bevegelseshastighet. 
7. Tømme spoler. 
8. På neste trinn mates nøsten fra flere aktive utbetalinger inn i en vridningsmaskin, hvor nøsten tvinnes til en tråd, et emne for produksjon av ledninger av merkene PVS, ShVVP, VP-3. Stranding er en av de vanligste teknologiske prosessene i kabelproduksjon. Strømførende ledere og blanke ledninger tvinnes fra individuelle ledninger.
Enten kabler og ledninger er vridd fra isolerte kjerner, eller (ved produksjon av kommunikasjonskabler) deres komponentdeler - grupper, bunter, hvorfra kabler igjen er vridd. I denne prosessen kombineres individuelle elementer (tråd, tråder, grupper, bunter), der hver av dem er plassert i en spirallinje rundt de sentrale (en eller flere) elementene. 
9. Innvendig i en vridningsmaskin med en roterende mottaksanordning. De vridde trådene vikles på en teknologisk beholder til en ferdig tråd. Vridning utføres som et resultat av en kombinasjon av to bevegelser: lineær (translasjonell) og rotasjon.
I dette tilfellet kan rotasjon gjøres både med og mot klokken. Vridningsretningen bedømmes av arrangementet av svingene til elementene i det vridde produktet. Vridningen kalles venstrehendt når hvert element i vridningen, sett langs aksen, går fra høyre-opp-til-venstre, og høyre når banen til elementet går fra venstre-opp-til-høyre. 
10. Det er en DHC fin-medium tegnemaskin i nærheten. I motsetning til Nihoff trekker den inn én kjerne med gløding per passering. 
11. Arbeidsstykket oppnådd etter tegning. 
12. Den går inn i trådvridningsmaskinen, gjennom en passiv utbetaling. Tilbakebetalinger er differensiert i passiv og aktiv basert på prinsippet om retur av arbeidsstykket fra trommelen. Hovedoppgaven til utbetalingen er å sikre jevn vikling av arbeidsstykket med konstant hastighet og spenning. 
13. Element av tvinningsmaskinen som ledningen passerer gjennom før tvinning. 
14. 
15. Ferdig streng, klargjort for påføring av isolasjon. 
16. Aktiv mater, hvorfra strengen mates til ekstruderingslinjen. 
17. PVC-plastblanding i granulat. Materiale for påføring av isolasjon og kappe. Polyvinylkloridplastforbindelse som brukes i kabelindustrien er en blanding av polyvinylkloridharpiks (polyvinylklorid) oppnådd ved polymerisering av vinylklorid med myknere, stabilisatorer, fyllstoffer og andre komponenter. 
18. Ekstrusjonslinje. Enheten for påføring av isolasjon og plastskall består av en ekstruder, uttaks-, trekk- og mottaksenheter, et kjølebad, kontroll- og kontrollutstyr. Fra utgangsenheten kommer ledningen, den vridde kjernen eller emnet for kappen inn i ekstruderhodet. Bremseanordningen til uttaksanordningen tjener til konstant å spenne kjernen og forhindre at trommelen eller trådsnellen vikles av når enheten stoppes eller ekstruderingshastigheten reduseres.
Først smeltes plastgranulene i en skrue til en homogen masse. For bedre vedheft og for å forhindre dannelse av luftinneslutninger på kjernen, spesielt ved påføring av polyetylenisolasjon, er det installert en enhet foran ekstruderhodet for å varme opp kjernen med elektrisk strøm gjennom et system av ruller som den nødvendige spenningen påføres . Kjernen oppvarmet til 100–150°C går inn i ekstruderhodet. 
19. Ekstruder (ormepresse). Ved ekstruderhodet ekstruderes smeltet plast gjennom det ringformede gapet mellom doren og dysen i form av et skall og påføres tråden. 
20. Kjølebadet med springvann, plassert bak ekstruderhodet, som ledningen eller kabelen kommer inn i etter påføring av plastkappen, må ha en slik lengde at isolasjonen eller kappen har tid med valgt kjølemodus og pressehastighet. å kjøle ned til 60–70° gjennom hele tykkelsen MED. Utilstrekkelig kjøling fører til forskyvning av kjernen eller kollaps av isolasjonen og kappen. 
21. Kontrollpanel for ekstruderingslinje. 
22. Etter kjølebadet går ledningen inn i enheten for blåsing og tørking, deretter inn i trekkanordningen og gjennom kompensatorer tilføres den til mottaksakselen. Ved påføring av isolasjon installeres et tørt spenningstestapparat foran kompensatoren eller trekkanordningen. 
23. 
24. Ekstruderingslinjemottaker. 
25. Når du lager en flerkjernekabel, er individuelle isolerte kjerner vridd. Tvinning av isolerte kjerner til en kabel ved produksjon av strømkabler kan gjøres med eller uten skruing. Ved vridning uten å skru av skjer det spontant ekstra vridning av kjernen rundt sin egen akse. Dette fører til deformasjon av faseisolasjonen og følgelig til dannelsen av ytterligere defekter i den i form av rynker og bulker. Dette fenomenet er spesielt merkbart ved vridning av ledere med stort tverrsnitt og med store isolasjonstykkelser.
Vridning er en vridningsprosess der vridningsretningen til de isolerte kjernene faller sammen med vridningsretningen til ledningene i det ytre laget av den isolerte kjernen. Med vridning til avvikling mener vi en vridningsprosess der disse retningene er motsatte. 
26. Vridning av forvridd kjerner utføres på konvensjonelle vridningsskivemaskiner, som er utstyrt med en spesiell vridningsanordning. Ofte er denne enheten kombinert med en komprimeringsmekanisme. I dette tilfellet roterer komprimeringsvalsene, i tillegg til å rotere rundt sin egen akse, rundt kabelens akse. Faseisolasjonen påføres den forhåndsvridde kjernen, så etter generell vridning, som gjøres med utskruing, forringes ikke kvaliteten på faseisolasjonen. 
27. De vridde kjernene leveres deretter til ekstruderingslinjen for påføring av generell isolasjon. 
28. Etter påføring av isolasjonen mates kabelen for ekspansjon. Her går den gjennom kvalitetskontroll og pakkes. 
29. Ferdige produkter for forsendelse. 
Artikler om emnet