A kamra elő- és nagyvákuumszivattyúzása kézi és automatikus üzemmódban is végrehajtható. A társadalom fő gazdasági problémái: mit termeljünk? hogyan kell előállítani? kinek termelni?; megoldásuk a különböző gazdasági rendszerekben
Szivattyúzás elővákuumra és nagyvákuumra kézi üzemmódban:
10.2.1. Kapcsolja be az elülső szivattyút" NL1", nyomja meg a megfelelő gombot az LCD-képernyőn. Nyissa ki a szelepet" VP1" A nyomásszabályozás PMT6-3M-1" nyomásátalakítóval történik PT1"PT1" az LCD képernyőn zölden világít).
10.2.2. Ürítse ki a kamrát az elővákuumba a bypass szelepen keresztül" VP3" Nyissa ki a szelepet" VP3» - nyomja meg a megfelelő gombot az LCD képernyőn. A nyomásszabályozás Pirani 972B nyomásátalakítóval történik. PT3/PM1": vizuálisan az LCD képernyő egy elemével (ha a rendszerben elérhető (vagy elérte) a szükséges elővákuum, akkor a „ PT3/PM1
10.2.3. Végezze el a turbomolekuláris szivattyú elő-vákuumszivattyúzását" NR1" Zárja el a szelepet" VP3" Nyissa ki a szelepet" VP2" A nyomásszabályozás nyomásátalakítóval történik " PT2": vizuálisan elemenként az LCD képernyőn (ha a rendszerben elérhető (vagy elérte) a szükséges elővákuum, akkor a " PT2» az LCD képernyő zöldre vált.
10.2.4. Adjon vizet a turbomolekuláris szivattyú hűtéséhez. Nyomja meg a gombot.
10.2.5. Indítsa el a turbomolekuláris szivattyút" NR1" Ehhez be kell kapcsolnia a turbomolekuláris szivattyút - nyomja meg a gombot az LCD képernyőn NR1" A szivattyú működésbe lépésének ideje körülbelül 3 perc. A szivattyú teljesítményének üzemmódba állítása az „AST 600TN” tápegységen lévő jelzővel és az LCD képernyőn látható vizuálisan: „ elem NR1» zöld színnel lesz kiemelve.
10.2.6. Végezze el a vákuum-elosztó nagyvákuumszivattyúzását" CV1" Nyissa ki a vákuumtömítést" VT1"(kattintson a megfelelő elemre az LCD képernyőn), nyissa ki a fojtószelepet" DT1nyisd kiPT3/PM1": vizuálisan az LCD képernyő egy elemével (ha a rendszerben elérhető (vagy elérte) a szükséges elővákuum, akkor a „ PT3/PM1" az LCD-képernyőn zölden világít) vagy a PDR900/2 tápegységen és kijelzőn keresztül.
Szivattyúzás elővákuumra és nagyvákuumra automatikus üzemmódban:
Annak érdekében, hogy a szivattyúzási folyamatot a for. és nagy vákuum automatikus üzemmódban, meg kell nyomni a „ ” gombot az LCD képernyőn (a felirat kézi üzemmód"feliratra változik" automatikus mód»).
A sűrített levegő ellátása a berendezés pneumatikus berendezéseihez automatikusan megtörténik (" gomb SŰRÍTETT LEVEGŐ» lesz kiemelve).
Az elülső vákuumszivattyú automatikusan bekapcsol." NL1", a szelep kinyílik" VP1PT1"PT1" zölden világít)).
A kamra a bypass szelepen keresztül automatikusan kiszivattyúzásra kerül az előszívóba. VP3": szelep nyit" VP3" A nyomásszabályozás automatikusan történik a Pirani 972B nyomásátalakító segítségével. PT3/PM1"(az LCD képernyőn (ha a rendszerben elérhető (vagy elérte) a szükséges elővákuum, a „ PT3/PM1" zölden világít)).
A turbomolekuláris szivattyú elővákuumszivattyúzása automatikusan megtörténik. NR1": szelep zár" VP3", a szelep kinyílik" VP2" A nyomásszabályozás automatikusan történik a PMT6-3M-1" nyomásátalakítóval PT2"(az LCD képernyőn (ha a rendszerben elérhető (vagy elérte) a szükséges elővákuum, a „ PT2" zölden világít)).
A turbomolekuláris szivattyú hűtésére automatikusan vizet szállítanak. A turbomolekuláris szivattyú elindul" NR1».
A szivattyú módba lépése után (a szivattyú üzemmódba lépésének vezérlése az „AST 600TN” tápegységen lévő jelzővel és az LCD képernyőn vizuálisan: „ elem NR1» zölddel lesz kiemelve), az automatikus üzemmód kézi üzemmódra vált (a « »« gomb feletti felirat automatikus mód"feliratra változik" kézi üzemmód»).
Munka ionforrással
10.3.1. A főmenüben válassza a " Porlasztási folyamat».
10.3.2. Termékforgatás engedélyezése. Kattintson a „ ” gombra. Az üzenet " a termékek forognak».
10.3.3. Helyezze el a termékeket az ionforráshoz képest. Állítsa a karusszelt eredeti helyzetébe: az 1. számú termék az ionforrással szemben található (a jel a betekintő ablakon keresztül látható), a 7. számú termék a magnetron alatt található. Meg kell nyomnia a „ ” gombot a körhinta kezdeti helyzetének beállításához (a gomb feletti LED kigyullad), és a „ ” gombon megjelenik a „” felirat. 1. lépés».
10.3.4. Fecskendezzen be gázt (argont) az ionforrásba. Nyissa ki a kézi szelepet (nyomáscsökkentővel) a gázpalackon (argon), állítsa be a gáznyomás értékét. A nyomásszabályozó használata " WF1» (amely a „gázvezetékben” található) állítsa be a gáznyomás értékét, amely kétszer kisebb legyen, mint a gáz (argon) palack reduktorán beállított nyomásérték.
FG1
VE1" Győződjön meg arról, hogy a fojtószelep " DT1" meg van nyitva (kattintson a megfelelő elemre az LCD képernyőn, a felirat nyisd ki"). A nyomásszabályozás Pirani 972B nyomásátalakítóval történik. PT3/PM1" FG1» « ».
10.3.5. Adjon vizet az ionforrás hűtéséhez. A főmenüben válassza a " Hűtőrendszer", nyissa ki a szelepeket" WE3W3
10.3.6. Nyissa ki a termékek feletti fedelet. Ehhez kattintson a " gombra lengéscsillapító vezérlés"(kattints a feliratra" csappantyú zárvamozogcsappantyú nyitva van».
10.3.7. Kapcsolja be az ionforrás egységet. Kattintson a gombokra " Ionforrás" A képernyőn megjelenik egy ablak az ionforrás paramétereinek beállítására.
10.3.8. Állítsa be az iontisztítási folyamat paramétereit. Állítsa be az áramerősséget (0 és 300 mA között).
10.3.9. Hajtsa végre az iontisztítási folyamatot (nyomja meg a " JELENLEGI", és kigyullad).
| JEGYZET: Amikor az ionforrás tápegység működik, az LCD képernyőn megjelenik az „1” ÷ „8” termékszám (az ionforrással szemben lévő), a számmal szemben pedig egy LED (jelzőfény) amely azt mutatja, hogy ezt a terméket feldolgozták, és ez a kijelző nem valós akció, hanem tipp a kezelőnek). Ennek megfelelően az „AKTUÁLIS” alkalmazást követően az 1-es vagy 2-es vagy a ...8-as termékszám melletti jelzőfény világít (a jelző jelzi (kéri), hogy a kezelő elvégezte/végezi / elvégzi a termék ionos tisztításának folyamatát). Ha a folyamatot valamilyen oknál fogva nem fejezte be a kezelő (ezt a terméket nem tisztította meg a kezelő), akkor vissza kell állítani a visszajelzőt: kapcsolja ki a tápellátást, állítsa vissza a jelzőt (nyomja le és tartsa lenyomva néhány percig, a jelzőfény kialszik). Az összes termék feldolgozásának befejezése után az összes jelzőt manuálisan vissza kell állítani (nyomja meg és tartsa lenyomva néhány percig, egyenként, az indikátorok kialszanak). |
10.3.10. Az 1. számú termék ionos tisztítási folyamatának befejezése után meg kell nyomnia a „ JELENLEGIIonforrás"(az egység feszültségmentes lesz). Állítsa le a termék forgását (nyomja meg a „ ” gombot; a gombon megjelenik a „ termékek forgatása"). Végezze el a pozicionálást. Kattintson a „ ” gombra.
Ezután hajtsa végre a következő termék ionos tisztításának folyamatát a „ gomb megnyomásával JELENLEGIIonforrás
10.3.11. Az összes szükséges termék ionos tisztításának befejezése után kapcsolja ki a készüléket, és nyomja meg a " Ionforrás"(az egység feszültségmentes lesz).
Állítsa le a gázellátást, zárja el a szelepet" VE2", az RRG-10 szerint állítsa a gázáramlást 0%-ra. Evakuáld magas vákuumba. A nyomásszabályozás Pirani 972B nyomásátalakítóval történik. PT3/PM1" vagy a PDR900/1 tápegység és kijelzőegység használatával.
Indítsa el a magnetronos porlasztási folyamatot.
Magnetronokkal végzett munka
10.4.1. Termékforgatás engedélyezése. Kattintson a „ ” gombra. Az üzenet " a termékek forognak».
10.4.2. Helyezze el a termékeket a magnetronhoz képest.
Állítsa a karusszelt eredeti helyzetébe: az 1. számú termék az ionforrással szemben található (a jel a betekintő ablakon keresztül látható), a 7. számú termék a magnetron alatt található. Meg kell nyomnia a „ ” gombot a körhinta kezdeti helyzetének beállításához (a gomb feletti LED kigyullad), és a „ ” gombon megjelenik a „” felirat. 1. lépés».
10.4.3. Fecskendezzen be gázt (argont) a vákuumkamrába. Nyissa ki a kézi szelepet (nyomáscsökkentővel) a gázpalackon (argon), állítsa be a gáznyomás értékét. A nyomásszabályozó használata " WF2» (amely a „gázvezetékben” található) állítsa be a gáznyomás értékét, amelynek kétszeresére kell térnie a gáz (argon) palack reduktorán beállított nyomásértéktől.
Az RRG-10 segítségével állítsa be a szükséges gázáramlási sebességet. Az LCD képernyőn nyomja meg a „ szimbólum alsó értékét FG2" " ", a képernyőn megjelenik egy számológép, amellyel megadja a szükséges gázfogyasztási értéket (maximális RRG-10 fogyasztás - 3,6 l/óra).
Nyissa ki a gázbevezető szelepet az ionforrásba" VE3».
10.4.4. Zárja el a fojtószelepet" DT1"(kattintson a megfelelő elemre az LCD képernyőn, a feliratra" zárva"). A nyomásszabályozás Pirani 972B nyomásátalakítóval történik. PT3/PM1" vagy a PDR900/1 tápegység és kijelzőegység használatával. Az aktuális gázfogyasztási érték %-ban a " szimbólum felső értékén jelenik meg. FG2» « ».
10.4.6. Adjon vizet az ionforrás hűtéséhez. A főmenüben válassza a " Hűtőrendszer", nyissa ki a szelepeket" WE2" A víz jelenlétét folyadékáramlás-kapcsolóval ellenőrizzük. W2"(a jelző zölden világít az LCD-képernyőn) és vizuálisan. Ha nincs vízhűtés, a következő üzenet jelenik meg az LCD képernyőn, jelezve, hogy ellenőrizni kell a készülék vízhűtését.
10.4.6. Nyissa ki a fedelet a termékek felett. Ehhez kattintson a " gombra lengéscsillapító vezérlés"(kattints a feliratra" csappantyú zárva"és tartsa lenyomva ~ 3 másodpercig, ami után a felirat feliratra változik" mozog"). A csappantyú kinyitása után a gombon megjelenik a „ csappantyú nyitva van».
10.4.7. Kapcsolja be a magnetron egységet. Kattintson a gombokra " 1. számú mágnes" A képernyőn megjelenik a permetezési paraméterek beállítására szolgáló ablak.
10.4.8. Állítsa be a permetezési folyamat paramétereit. Állítsa be a teljesítményt.
10.4.9. Hajtsa végre a permetezési folyamatot (nyomja meg a " gombot ERŐ", és kigyullad).
| JEGYZET: Amikor a magnetron tápegység működik, egy jelző jelenik meg az LCD képernyőn (szemben azzal a termékkel, amely éppen a magnetron alatt áll; a jelző azt mutatja, hogy ez a termék kifröccsent, és ez nem valós művelet megjelenítése, hanem utalás az üzemeltetőnek). Ennek megfelelően a „POWER” benyomása után az 1-es vagy 2-es vagy ...8-as termékszám melletti jelzőfény világít (a jelző jelzi (kéri), hogy a kezelő elvégezte/végezi / elvégzi ennek a terméknek a permetezési folyamatát). |
| Ha a permetezési folyamatot valamilyen oknál fogva a kezelő nem fejezte be (ennek a terméknek a permetezését nem a kezelő végezte), akkor vissza kell állítani a jelzőt: kapcsolja ki a tápellátást, állítsa vissza a jelzőt (nyomja le és tartsa lenyomva). néhány percre a jelzőfény kialszik). |
| Az összes termék permetezésének befejezése után az összes jelzőt manuálisan vissza kell állítani (nyomja meg és tartsa lenyomva néhány percig, egyenként, a jelzőfények kialszanak). |
10.4.10. Az 1. számú termék permetezési folyamatának befejezése után meg kell nyomnia a „ ERŐ" (akkor a jelzés kialszik), vagy kapcsolja ki a készüléket a gomb megnyomásával Magnetron"(az egység feszültségmentes lesz). Állítsa le a termék forgását (nyomja meg a „ ” gombot; a gombon a „termék forgatása” jelenik meg). Végezze el a pozicionálást. Kattintson a „ ” gombra.
Ezután hajtsa végre a következő termék permetezési folyamatát a „ gomb megnyomásával ERŐ"(kigyullad) vagy kapcsolja be a tápegységet (nyomja meg a gombot" Magnetron"), állítsa be az áramerősséget, ha a készülék be volt kapcsolva.
10.4.11. Az összes szükséges termék permetezési folyamatának befejezése után kapcsolja ki a készüléket, és nyomja meg a " Magnetron"(az egység feszültségmentes lesz). Nyissa ki a fojtószelepet" DT1" Állítsa le a gázellátást, zárja el a szelepet" VE3", az RRG-10 szerint állítsa a gázáramlást 0%-ra.
Ehhez a következőket kell tennie: zárja le a vákuumtömítést " VT1", nyissa ki a bemeneti szelepet" VE2" Kapcsolja ki a turbomolekuláris szivattyút" NR1», ebben az esetben az elővákuumszivattyúzást addig kell folytatni, amíg a turbomolekuláris szivattyú teljesen le nem áll. Zárja el a szelepet" VP2», « VP1" Kapcsolja ki az elülső szivattyút" NL1" A nyomásszabályozás Pirani 972B nyomásátalakítóval történik. PT3/PM1" vagy a PDR900/1 tápegység és kijelzőegység használatával. Ha a kamrában a nyomás megegyezik a légköri nyomással, akkor a kezelőnek fel kell emelnie a kamrát a 10.1. pont szerint.
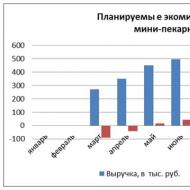
Mit, hogyan és kinek gyártsunk? Erre a három kérdésre minden országnak és társadalomnak meg kell találnia a választ, amely a rendelkezésére álló összes erőforrást hatékonyan kívánja felhasználni. Az ezekben a kérdésekben történő döntéshozatal nehézségei objektív korlátokkal és választási igényekkel járnak: végül is az erőforrások korlátozottak, és vannak alternatív költségek. Ez minden társadalomra vonatkozik, politikai rendszerétől és fejlettségi szintjétől függetlenül. Az országok között csak az elosztás módszereiben van különbség.
A társadalom mindig arra törekszik, hogy a rendelkezésére álló erőforrásokat hatékonyan használja fel. Ehhez választ kell találnia azokra a kérdésekre, hogy mit, hogyan és kinek termeljen.
- Kérdés "mit gyártsunk?" abból adódik, hogy korlátozottak az erőforrások, van választási lehetőség és vannak alternatív költségek. A kérdés, hogy mit termeljünk, alapvető minden társadalom számára.
- Második kérdés "hogyan kell előállítani?" Ez abból adódik, hogy minden ország, függetlenül attól, hogy milyen technológiai szinten van, viszonylag olcsó és viszonylag drága erőforrásokkal rendelkezik. Például Indiában munkaerő-felesleg van (tehát olcsó a munkaerő) és tőkehiány (drága a tőke). Az Egyesült Államok viszonylag olcsó tőkével és drága munkaerővel rendelkezik. A társadalom mindig abban érdekelt, hogy minimális költséggel hozza létre a kívánt áru- és szolgáltatáskészletet.
- Harmadik kérdés – Kinek gyártani? természetesen a legösszetettebb, mert tükrözi a társadalom méltányossághoz és gazdasági egyenlőséghez való hozzáállását. Az egész társadalomnak el kell döntenie, hogy mit tekint igazságos elosztásnak, majd meg kell választani a módját ennek az elosztásnak. A gyakorlatban az igazságos elosztás felé való elmozdulás a hatékonyság részleges feladását jelentheti. A társadalomnak el kell döntenie, hogy mekkora hatékonyságot hajlandó feláldozni az igazságosabb elosztás nevében.
Az ezekben a kérdésekben (mit, hogyan és kinek) szóló döntések meghozatalának nehézsége objektív korlátokhoz és a választás szükségességéhez kapcsolódik. Ez minden társadalomra vonatkozik, politikai rendszerétől és fejlettségi szintjétől függetlenül. Az országok között csak az a különbség elosztási módszerek.
Az erőforrás-allokáció módszerei zárt gazdaságban
Zárt gazdaság az, amelyben egy ország nem folytat nemzetközi kereskedelmet. A modern világban már nincsenek ilyen országok, de a nemzetközi kereskedelem jelenléte nem sokat változtat az erőforrás-elosztás logikáján. A magyarázatok egyszerűsítésére egy zárt gazdaság modellt fogunk használni. Tekintsünk három elosztási módot:
- Az elosztás abban az esetben, ha az árakat csak a piac szabályozza, tisztán piacgazdaság.
- Eloszlás abban az esetben, ha az árakat a piaci és a kormányzati döntések egyaránt befolyásolják - vegyes gazdaság.
- Elosztás abban az esetben, ha az árakat a kormány határozza meg - parancsgazdaság,
1. Eloszlás tiszta piacgazdaságban. A szabad piacokon a fogyasztók vagy a cégek nem tudatosan döntenek arról, hogy mit, hogyan és kinek termeljenek. Nincs központi hatóság, amely meghatározná az árakat vagy a kibocsátási terveket. Mindkettőt a kereslet-kínálati erők kölcsönhatása határozza meg. A cégek profitszerzési vágyuk alapján kínálnak árukat és szolgáltatásokat, a fogyasztók pedig úgy keresik ezeket az árukat és szolgáltatásokat, hogy maximalizálják a hasznosságot.
Ilyen körülmények között azokból következik a válasz arra a kérdésre, hogy mit kell előállítani a fogyasztók a piacon szabadon kifejezett preferenciáit. A fogyasztók pénzen keresztül közlik preferenciáikat a termelőkkel. A piacokon minden nap tartanak egyfajta általános szavazást, amelyen a fogyasztók a pénzükből „szavaznak” milliónyi különféle árura és szolgáltatásra.
A termelés módjának kérdésére a megoldás a folyamat során történik a vállalatok közötti verseny a rendelkezésre álló termelési tényezőkért. Az áraktól függően a cégek a termelési tényezők legjövedelmezőbb kombinációit választják ki maguknak. Egy cég a költségek minimalizálásával és a leghatékonyabb termelési módszerek alkalmazásával maximális profitot érhet el.
Végül a döntés arról, hogy kinek termeljen, szintén a piacokon történik. A cégek termelnek azoknak, akik képesek fizetni, vagyis azoknak, akiknek van bevételük. A háztartások bevételhez jutnak a termelési tényezők cégeknek történő eladásából. A jövedelem eloszlása attól függ, hogy a tényezők tulajdonjoga hogyan oszlik meg, és a tényezőáraktól függ. A legtöbb család úgy keres jövedelmet, hogy eladja munkaerőjét cégeknek. A termelési tényezők értékesítése a szabad tényezőpiacokon történik. Ezeken a piacokon az eladók azok az emberek, akiknek a cégek termelnek.
Megvizsgáltuk azt az esetet, amikor az ármechanizmus külső beavatkozás nélkül működik, vagy a közgazdászok nyelvén szólva tökéletes állapotban van.
2. Az erőforrások elosztása vegyes gazdaságban. A vegyes gazdaság köztes helyet foglal el a tisztán piacgazdaság és a parancsgazdaság között. A világ legtöbb országa ebben a gazdaságban él. Minden attól függ hogy a kormány milyen mértékben vesz részt a gazdaságban.
A legszélesebb körű kormányzati beavatkozás azokban az országokban történik, amelyek megválasztották szocialista a fejlődés módja. Ezekben általában minden termelési tényezőt a kormány allokál, és a fogyasztási cikkeket a piacra bocsátják, de a piaci árakat ismét a kormány szabályozza.
Azokban az országokban, amelyeket általában hívnak kapitalista, a kormányzat is beavatkozik a gazdaságba, és ezzel akadályokat állít a piaci viszonyok fejlődésének útjába. A kormányzati beavatkozás bizonyos árakra vonatkozó politikai korlátozásokból és bizonyos iparágak ellenőrzéséből áll.
Az állami beavatkozáson kívül ezekben az országokban más tényezők is akadályozzák a piac tökéletes állapotát:
- Információs költségek. A való életben az áruk árának és az erőforrások tökéletes ismerete önmagában semmiképpen sem ingyenes termék. Jelentős költségekre van szükség ezen információk megszerzéséhez és a kapcsolódó kutatásokhoz. Az átlagos fogyasztó és a kisvállalkozások számára ezek a költségek túl magasak lehetnek. Sok fogyasztó nem ismeri az értékesítésre kerülő összetett termékek (például autók, számítógépek, televíziók) műszaki jellemzőit, és az eladók gyakran nem rendelkeznek kellő hozzáértéssel ezekben a kérdésekben. Ugyanezek a problémák az erőforrások piacán is: a munkavállalók ritkán vannak tisztában a versenytárs cégek fizetési szintjével és növekedési kilátásaival. Ezen okok miatt az áruk vásárlására vagy a termelési tényezők eladására vonatkozó döntések gyakran nem megfelelőek az optimálisnál. Ez az erőforrások elosztásában is megmutatkozik.
- A monopóliumok hatalma. Ez a cégek azon képességére vonatkozik, hogy ellenőrizzék termékeik árait a piacon. A maximális profit elérése érdekében a monopóliumok hajlamosak magasabb árakat megállapítani, mint a szabad versenyben, és ez az erőforrások monopóliumok javára történő újraelosztásához vezet. A monopóliumok profitjának ellenőrzése az egyik oka annak, hogy a kormány törvénykezéssel és államosítással beavatkozik az ármechanizmusba.
- Külső tényezők. Bármely társadalom gazdasági tevékenységét végigkíséri társadalmi költségek(szennyezés, zaj), amelyeket a cégek nem vesznek figyelembe az árszintek meghatározásakor. Az ilyen társadalmi költségek jelenléte azt jelenti, hogy az árak nem tükrözik teljes mértékben a fogyasztók tényleges hasznát. Emiatt a fogyasztók nem költik el a bevételeiket optimálisan, és ennek megfelelően a források sem oszlanak el optimálisan. A vegyes gazdaságban a külső tényezőket az állam szabályozza törvények elfogadásával, adók és támogatások megállapításával.
- Közjavak. Az ármechanizmus természeténél fogva nem vonatkozik az olyan közjavakra, mint az utak, a rendőrség, a védelem. Az ilyen árukat a lakosság egésze vagy nagy része fogyasztja, és fogyasztóik nem tudnak az árrendszeren keresztül fizetni. A vegyes gazdaságban az állam is részt vesz ezeknek a problémáknak a megoldásában.
3. Az erőforrások elosztása a parancsgazdaságban. A parancsgazdaság olyan gazdaság, amelyben a termelési mennyiségekre és az erőforrások elosztására vonatkozó döntéseket a kormány hozza meg. Erre a célra az ország általában teremt központi tervezési hatóság (CPO). Ez a testület egy nagy adminisztratív apparátus, amely hosszú távú állami gazdaságfejlesztési terveket dolgoz ki, és ezek alapján ad ki irányelveket a vállalatvezetőknek a következő kérdésekben: a) mit kell termelni; b) honnan lehet forrásokat szerezni; c) milyen gyártási technikát kell alkalmazni; d) hova kell szállítani az iparcikkeket.
Valamennyi szocialista országban alkalmazták a Központi Választási Bizottság határozatain keresztül történő elosztási módszereket. Felosztásra kerültek a termelési tényezők, a lakóhelyiségek, az oktatási szolgáltatások, sőt a személyi jövedelem is. Ami a fogyasztási cikkeket illeti, mint például az élelmiszerek, ruházati cikkek és háztartási gépek, ezeknek volt piaca, de a piaci árakat a kormány szabályozta.
Vannak országok, ahol az összes erőforrást, beleértve a fogyasztási cikkeket és szolgáltatásokat is, irányelv alapján osztják fel. Így szerveződik például a gazdasági élet a KNDK-ban.
A különféle erőforrás-allokációs módszerek előnyei és hátrányai
Mind a piaci mechanizmusnak, mind a parancskezelésnek megvannak a maga előnyei és hátrányai. Tekintsük az egyes elosztási módszerek főbb jellemzőit.
1. A piaci mechanizmus előnyei. Az iparosodott országokban az erőforrások hozzávetőleg kétharmadát az ármechanizmus hatására allokálják a piacokon. Nézzük meg ennek az elosztási módszernek az előnyeit:
- Gazdasági hatékonyság. A piaci rendszer hívei úgy vélik, hogy a fogyasztók ítélik meg legjobban saját érdekeiket. Mindegyikük arra törekszik, hogy a pénzével úgy gazdálkodjon, hogy a lehető legtöbb hasznot hozza. A központosított irányítás hívei úgy vélik, hogy a piac elsősorban a jómódú emberek érdekeit szolgálja, és a gazdaság csak akkor tekinthető hatékonynak, ha a társadalom minden tagjának érdekeit tükrözi. Véleményük szerint csak kormányzati szinten lehet megszervezni a teljes lakosság érdekeinek vizsgálatát, megtalálni az optimális forráselosztást.
- Nagyobb választási szabadság. A piacokon a fogyasztók a termelőkkel kommunikálva közvetítik feléjük az általuk megvásárolni kívánt áruk és szolgáltatások jellemzőivel kapcsolatos kívánságaikat. A cégek ezen kívánságok alapján olyan termékeket hoznak létre, amelyekre véleményük szerint kereslet lesz. Mivel sok cég van és versenyeznek egymással, nagyszámú, azonos rendeltetésű termék jelenik meg a piacon, de eltérő képességekkel és eltérő kidolgozással. A fogyasztóknak lehetőségük van az áruk és szolgáltatások sokkal szélesebb köréből szabadon választani, mint a központi tervgazdaságban.
- Gyors reagálás a gazdasági helyzet változásaira. A piacgazdaság gyorsabban reagál a változó körülményekre, mint a parancsgazdaság. Ennek az az oka, hogy vállalati léptékben az olyan tényezők, mint a nyersanyag- vagy üzemanyagárak emelkedése, egy termék vagy szolgáltatás iránti kereslet csökkenése, sokkal élesebben hatnak a költségvetésre, mint állami léptékben. Ráadásul a társaság adminisztratív apparátusa aránytalanul kisebb, mint az állami termelőközponté, és a döntéshozatali idő is aránytalanul kevesebb.
- Erősebb ösztönzés a kockázatvállalásra. A cégek versenynyerési vágya kockázatos befektetésekre ösztönzi őket piaci részesedésük megtartásának vagy bővítésének reményében. Mivel a cégek közvetlenül érintkeznek a fogyasztókkal, általában jól ismerik piacukat, és kockázatos befektetéseik legtöbbször sikerre vezetnek. Ha a beruházások a technológia fejlesztésére irányulnak, akkor gyorsabb gazdasági növekedéshez vezetnek.
2. A piaci mechanizmus hátrányai. A szabad piacok kritikusai számos hiányosságot látnak bennük. Nevezzük meg közülük a leggyakrabban említetteket:
- Jövedelem és vagyoni egyenlőtlenség. Azzal érvelnek, hogy az árrendszer szélsőséges jövedelmi és vagyoni egyenlőtlenséghez vezet. Azáltal, hogy az árukat és a szolgáltatásokat a pénzszavazat szerint állítják elő, a szűkös erőforrásokat inkább a gazdagok luxustermékeinek gyártására fordítják, akiknek több pénzszavazatuk van, nem pedig a szegények javak előállítására. Ennek a véleménynek van valódi alapja. Példa erre a lakóépületek építése Moszkvában. Az épülő épületek nagy része a sok pénzűek számára készült, és az átlag alatti jövedelműek számára gyakorlatilag megközelíthetetlen. Az árrendszer figyelmen kívül hagyja a méltányosság fogalmát.
- Munkanélküliség. Egyes közgazdászok úgy vélik, hogy a szabadpiaci mechanizmus ciklikus munkanélküliségbe sodorja a gazdaságot, mert nincs szoros kapcsolat a termelők döntései és a fogyasztói szándékok között. A tapasztalatok azt mutatják, hogy állami beavatkozás hiányában az áruk összkereslete időszakonként kisebbnek bizonyul, mint a teljes termelési mennyiség. Az eredmény az eladatlan áruk felhalmozódása, ami arra kényszeríti a gyártókat, hogy csökkentsék a termelést és elbocsátsák a dolgozókat. A munkaerő-erőforrások alacsony mobilitása nem teszi lehetővé a kereslet kielégítését, a tartalékok kihasználatlanok maradnak.
- Infláció. Az 1970-es és 1980-as években a legtöbb ipari országban és sok kevésbé fejlett országban gyors áremelkedés volt tapasztalható. Ez pedig komoly feszültséget okozott a társadalmi és politikai életben. Az akkori évek tapasztalata sok közgazdászt késztetett arra, hogy azzal érveljen, hogy az infláció időszakos kitörése a piacgazdaság szerves tulajdonsága. A központosított irányítás esetén az ilyen jelenségek kizárhatók.
- Kiagyalt kereslet. A fogyasztók vonzása és az eladások meglévő szinten tartása vagy növelése érdekében a vállalatok széles körben alkalmaznak erőteljes reklámeszközöket. A reklámozás fő célja, hogy a fogyasztó megkedveltesse a terméket. Ezért a hirdetők arra törekednek, hogy vonzóan mutassák be azokat az előnyöket, amelyeket a fogyasztó egy termékből nyerhet. Előfordul, hogy a fogyasztónak nincs szüksége a reklámozott termékre, de a reklám hatására megveszi azt. Kiderül, hogy a fogyasztó elveszti függetlenségét a piacon.
- Piaci tökéletlenségek. A piaci árak bizonyos esetekben nem felelnek meg a fogyasztó tényleges haszonnak. A monopóliumok erős befolyásának vannak kitéve, nem veszik figyelembe a környezetszennyezéssel járó veszteségeket, és gyakran indokolatlanul nagy adminisztratív költségeket tartalmaznak. Ilyen tökéletlenségek fennállása esetén aligha lehet teljesíteni a hatékony gazdasági fejlődés feltételeit.
3. A parancsgazdaság előnyei. A piaci mechanizmus által bevezetett disztribúciós hátrányok egy része eltűnik, amikor a CPO döntéseket hoz. Van egy vélemény, hogy a központosított elosztás a következő előnyökkel jár.
- Teljes foglalkoztatás. A CPO megteremti a feltételeket a munkaerő-erőforrások teljes körű felhasználásához. Ha egy adott régióban nincs elég munkahely, új üzemet épít vagy új vállalkozást hoz létre, még akkor is, ha az újonnan létrehozott szervezetek tevékenysége nem hoz nyereséget.
- Alacsony infláció. Mivel a parancsgazdaságban az áruk és szolgáltatások árának teljes skáláját adminisztratív módon határozzák meg, az inflációs ráta alacsonyabb szinten tartható, mint az ármechanizmusban. Ha a CPO nem tudja összeegyeztetni a kínálatot a kereslettel, a hiány nagyobb valószínűséggel vezet sorban álláshoz, feketepiachoz és esetleg társadalmi nyugtalansághoz, mint magasabb árakhoz.
- Minimális erőforrás-veszteség. A parancsgazdaságban a CPO minden gyárra tervezi a késztermékek gyártását és elosztását is, így a gyártó nem fenyegeti az erőforrások pazarlásának kockázatát. Az állami tulajdonú vállalatok nem termelnek nyereséget. A termékek eladásából kapott összes pénz visszakerül a termelésbe. Így a nyereség képződésével sem járnak veszteségek. Természetesen mindig vannak CPU-hibák okozta veszteségek, de ezek a veszteségek általában kicsik.
- Nagyobb alkalmazkodási képesség a külső hatásokhoz. A termelés és a fogyasztás környezetre gyakorolt mindenféle káros hatása a kormányzati ügynökségek ellenőrzése alatt áll, és az Oktatási Ellenőrző Központ a vállalati tervekbe belefoglalja ezeket a hatásokat semlegesíteni. Azokban az esetekben, amikor a hatás semlegesítése nem lehetséges, a CPO a társadalom érdekeitől vezérelve megtiltja a termelést.
- Minimális egyenlőtlenség a jövedelemben és a vagyonban. Mivel a CPE minden termelési tényező árát meghatározza, képes minimalizálni a jövedelem- és vagyoneloszlás egyenlőtlenségeit. A parancsgazdaságban az emberek nem tudnak nagy mennyiségű tőkét felhalmozni, mert minden nagyobb vállalkozás az állam tulajdonában van. Ezen túlmenően az állam képes a lakhatás, az egészségügy és az oktatás kívánt normáit felállítani a társadalom minden tagja számára. Általában arra törekszik, hogy ne legyenek túlzottan nagy különbségek az életkörülmények között.
4. A parancsgazdaság hátrányai. A parancsnoki gazdaságokat sokkal több kritika éri a közgazdászok részéről, mint a piacgazdaságokat. A legtöbb közgazdász szerint a parancsalapú gazdaságok alapvetően hibásak. Ezt nem maguk a fogyasztók vagy a termelők végzik, hanem a kormányzati szervekben lévő képviselőik. Emiatt számos komoly hátránya van. Nézzük azokat, amelyeket a kritikusok leggyakrabban idéznek.
- Információs költségek. Egy központosított termelőközpont munkájához sokkal nagyobb mennyiségű információra van szükség, mint egy magáncégnél. Az információkat az egész országból kell gyűjteni; Az információelemzésbe be kell vonni a különböző iparágak árukutatásában, közgazdaságtanban, statisztikai adatfeldolgozásban, tervezésben és egyéb kérdésekben magasan képzett szakembereket. Az információgyűjtés és -feldolgozás költsége nagyon magas. A piacgazdaságban a cégeknek csak olyan információkra van szükségük, amelyek relevánsak a tevékenységükhöz, és ezeknek az információknak a nagy része a pénz „szavazataiból” származik.
- Nehézségek a kereslet becslésében. Szabad árak hiányában rendkívül nehéz megbecsülni az áruk és szolgáltatások iránti meglévő és jövőbeni keresletet. Néha a keresletet a szűkös áruk utáni sorok nagysága vagy az eladatlan áruk száma alapján, néha a lakosság felmérésével becsülik meg, de az ilyen becslések mindig kevésbé pontosak, mint a szabadpiaci vásárlások tényleges számának kiszámítása.
- Késések a gyártástervezésben. A parancsgazdaságban a szükséges információk összegyűjtése és a döntések meghozatala után sok idő telik el az ország vállalkozásaira vonatkozó tervek elkészítésével. A tervezés során a fogyasztói preferenciák és a termelők erőforrásigényei jelentősen változhatnak. Emiatt előfordulhat, hogy a termelési mennyiségek nem felelnek meg a tényleges keresletnek, és a technológia lemaradhat.
- Ösztönzők elvesztése. Ismeretes, hogy a piacgazdaságban az ármechanizmus az üzletfejlesztésre ösztönöz, sőt kockázatos befektetésekre készteti az embereket. A parancsgazdaságban, ahol az árakat és a béreket az állam szabályozza, ezek az ösztönzők nagyon gyengék. A kereset növelési lehetőségei csekélyek, a meglévő bevételek fenntartása nem igényel különösebb erőfeszítést. E körülmények miatt sok munkavállaló termelékenysége alacsony.
- Áruk és szolgáltatások korlátozott választéka. A parancsgazdaságban hajlamosak a termékek szabványosítására, és kevés figyelmet fordítanak az egyéni ízlésre. Az áruk és szolgáltatások választéka sokkal szűkebbnek bizonyul, mint egy versenypiacon. Mivel az áruk és szolgáltatások iránti kereslet a piacon elérhető termékek függvényében alakul ki, a fogyasztók nagyon korlátozott körben fejezik ki kívánságukat. Emiatt a tartomány bővülése lassú.
Leonyid Jevgenyevics Sztrovszkij- a közgazdaságtudományok doktora, egyetemi tanár, az Uráli Szövetségi Egyetem Nemzetközi Kapcsolatok Karának Vállalati Külgazdasági Tevékenység Menedzsment Tanszékének vezetője (Urali Szövetségi Egyetem)
Piacgazdaságban termelni? új berendezések és gyártási technológia alkalmazását jelenti.Az új berendezések és technológiák alkalmazása az alacsonyabb termelési költségek következtében a gazdasági hatékonyság növekedését biztosítja. A gazdasági hatékonyság nemcsak a berendezésektől és a technológiától függ, hanem az erőforrások piaci áraitól is. Például egy olyan technológia, amely csak néhány fizikai erőforrás felhasználását igényli egy adott mennyiségű termelés előállításához, gazdaságilag hatástalannak bizonyulhat, ha a szükséges erőforrások piaci ára túl magas. Innen ered a hatékonyság új meghatározása.
A gazdaságosság a maximális teljesítményt jelenti minimális költségek mellett.
Az elemzés azt mutatja, hogy a piaci rendszer képes alkalmazkodni a technológia és az erőforrás-ellátás szerkezetének változásaihoz. De egy dolog? a már zajló változásokhoz való alkalmazkodás teljesen más kérdés? olyan változásokat indítanak el, amelyek a termelékenység növekedéséhez és az anyagi jólét magasabb szintjéhez vezetnek a társadalomban.
Kérdés: képes-e a piaci rendszer a gazdaságot olyan új termelési eszközökkel ellátni, amelyeken a technikai haladás alapul?
Válasz: A versenypiaci rendszer ösztönzőket tartalmaz a technológiai fejlődésre. A versenytársaknak követniük kell a legprogresszívebb cég példáját, különben azonnal veszteség formájában „büntetést” kapnak, de hosszú távon? és csőd formájában. Ebben a tekintetben az erőforrások folyamatos újraelosztása történik az olyan iparágakból, ahol a berendezések és a termelési technológia kevésbé hatékony, a hatékonyabb iparágak felé.
Kérdés: Az innovátorként tevékenykedő vállalkozó megszerezheti-e a piaci rendszeren keresztül azokat az erőforrásokat, amelyek olyan gépek és berendezések előállításához szükségesek, amelyeken a műszaki fejlődés függ?
Válasz: igen, vállalkozó kaphatja őket. Először is az a vállalkozó, aki hajlamos a nyereség egy részét felhalmozásra fordítani, hogy a jövőben bővítse a termelést. Ezzel a jövőben még több bevételhez juthat profit formájában, ha az innovációk sikeresnek bizonyulnak.
Megszerzett tudásának önellenőrzéséhez hajtson végre képzési feladatokat az aktuális bekezdés tárgykészletéből
A kábelgyártási folyamat több szakaszra bontható: a munkadarab lépésről lépésre történő megrajzolása és lyukasztása, szigetelés és burkolat felhordása, bővítés, szállítás. Kövessük sorban:
Először is, általános nézet a két műhelyről, amelyekben a gyártás fő szakaszai zajlanak.
1. Pálcarajzoló és csavaró műhely. Itt történik a kábel- és huzaltermékek (CPP) előállításának fő nyersanyaga, a rézhuzal elsődleges feldolgozása.
2. Műhely szigetelés és burkolat felhordásához. Ebben a műhelyben extrudáló sorok találhatók, ahol a rézdarabok késztermék formáját öltik.
Az üzem rézrudat kap, amelyet folyamatos öntéssel és rézkatódokból hengerléssel állítanak elő. A huzalrúd egy durva, általában nagy átmérőjű darab, amelyet további huzalgyártáshoz használnak.
3. Durva húzógép VM-13. Rézrúd huzalba húzására tervezték. A húzás a fémek hidegalakításának folyamata, amelynek során a megmunkált huzal vagy más munkadarab áthalad egy húzószerszámon (szerszámon), és felveszi belső csatornájának alakját és méreteit, a keresztmetszetnél kisebb keresztmetszettel. munkadarab. A keresztmetszet csökkentése a vezeték hosszának növekedéséhez vezet. Ezt a gépet 9 mm-es átmérőtől 1,6-4,3 mm-ig terjedő átmérőjű rajzolásra tervezték.
4. A Nihoff rajzkomplexum általános képe. 12 szálas húzógép rézhuzal finom-közepes gombolyaggá húzására. Ez egy üres szál további csavaráshoz. Ezzel kezdetét veszi a rugalmas többeres kábelek gyártásának.
5. A húzás során hideg keményedés lép fel, ami rontja a vezeték elektromos vezetőképességét. Valamint a húzás során megváltoznak a fém plasztikus tulajdonságai: megerősödik (keményedik), megváltozik a szerkezete, a fém szemcséi a húzás irányában összetörnek, azaz textúra keletkezik. A „keményedés” eltávolítása és a puha huzal előállítása úgy érhető el, hogy a fémet egy bizonyos hőmérsékletre melegítjük, adott ideig tartjuk és szobahőmérsékletre hűtjük. Ebben az esetben a fém ismét képlékeny lesz.
A fém hőkezelését, amelynek során visszanyeri eredeti tulajdonságait, hőkezelésnek nevezzük. Az izzítás hőmérséklete és időtartama a huzal tulajdonságaitól és méretétől függ. A rézhuzal oxidáció elleni védelme érdekében speciális gőz- vagy vákuumkemencékben lágyítják. A huzalgombolyagot egy áteresztő izzító berendezésen vezetik át, ami időt takarít meg, mivel nem alkalmaz tokos kemencés izzítást.
6. Az izzítás után a kész gombolyagot technológiai tartályra tekerjük. Itt jól látható az elrendezési mechanizmus, amely egy meghajtóból és egy elrendezési eszközből áll. A termék lerakása azáltal történik, hogy a terítő a fogadó orsó tengelye mentén egy fordulatig mozog, amely megegyezik a fogadott termék átmérőjével. A fogadó orsó fordulatszámának csökkenésével a szóró mozgási sebessége is csökken.
7. Üres orsók.
8. A következő szakaszban a több aktív nyereményből származó gombolyagot egy csavarógépbe táplálják, ahol a gombolyagot egy szálká csavarják, amely a PVS, ShVVP, VP-3 márkájú vezetékek gyártásához szükséges. A sodrás a kábelgyártás egyik leggyakoribb technológiai folyamata. Az áramvezető vezetékeket és a csupasz vezetékeket az egyes vezetékekből csavarják.
Vagy a kábeleket és vezetékeket szigetelt magokból csavarják, vagy (kommunikációs kábelek gyártása során) azok alkotórészeit - csoportokat, kötegeket, amelyekből a kábeleket viszont csavarják. Ebben a folyamatban egyes elemeket (huzal, szálak, csoportok, kötegek) kombinálnak, amelyekben mindegyik csavarvonalban helyezkedik el a központi (egy vagy több) elem körül.
9. Forgó vevőkészülékkel ellátott csavarógép belső részei. A sodrott szálakat egy technológiai tartályra tekercseljük kész szálká. A csavarás két mozgás kombinációja eredményeként történik: lineáris (transzlációs) és forgó.
Ebben az esetben a forgatás az óramutató járásával megegyezően és azzal ellentétes irányban is elvégezhető. A csavarás irányát a csavart termékben lévő elemek fordulatainak elrendezése alapján ítéljük meg. A csavart balkezesnek nevezzük, ha a csavar minden eleme a tengely mentén nézve jobbról felfelé balra halad, és jobbra, ha az elem pályája balról felfelé halad.
10. A közelben van egy DHC finom-közepes rajzgép. Ellentétben a Nihoff-fal, egy magot húz be hőkezeléssel menetenként.
11. A rajz után kapott munkadarab.
12. Bekerül a szálcsavaró gépbe, passzív kifizetésen keresztül. A megtérülések passzívra és aktívra különböztethetők meg a munkadarab dobból való visszatérésének elve alapján. A kifizetés fő feladata a munkadarab egyenletes tekercselésének biztosítása állandó sebességgel és feszültséggel.
13. A sodrógép eleme, amelyen a huzal áthalad a csavarás előtt.
15. Kész pászma, előkészítve a szigetelés felvitelére.
16. Aktív adagoló, amelyből a szálat az extrudáló sorba táplálják.
17. PVC műanyag keverék granulátumban. Anyag szigetelés és burkolat felhordásához. A kábeliparban használt polivinil-klorid műanyag keverék polivinil-klorid gyanta (polivinil-klorid) keveréke, amelyet vinil-klorid lágyítókkal, stabilizátorokkal, töltőanyagokkal és egyéb összetevőkkel történő polimerizálásával nyernek.
18. Extrudáló sor. A szigetelő és műanyag héjak felhordására szolgáló egység extruderből, kimeneti, vonó- és fogadóberendezésekből, hűtőfürdőből, vezérlő- és vezérlőberendezésekből áll. A kimeneti eszközből a huzal, csavart mag vagy a hüvely számára szolgáló nyersdarab belép az extruderfejbe. A felszálló berendezés fékezőberendezése arra szolgál, hogy a magot folyamatosan megfeszítse, és megakadályozza, hogy a dob vagy a huzaltekercs letekeredjen az egység leállítása vagy az extrudálási sebesség csökkentése esetén.
Először a műanyag granulátumokat egy csavarban homogén masszává olvasztják. A jobb tapadás és a légzárványok kialakulásának megakadályozása érdekében a magon, különösen polietilén szigetelés alkalmazásakor, az extruderfej elé egy berendezést szerelnek fel, amely a magot egy görgőrendszeren keresztül elektromos árammal melegíti, amelyre a szükséges feszültséget kapcsolják. . A 100-150 °C-ra melegített mag belép az extruderfejbe.
19. Extruder (féregprés). Az extruderfejnél az olvadt műanyagot a tüske és a szerszám közötti gyűrű alakú résen keresztül héj formájában extrudálják, és felviszik a huzalra.
20. Az extruderfej mögött elhelyezett csapvizes hűtőfürdő, amelybe a műanyag burkolat felhelyezése után a vezeték vagy kábel bekerül, olyan hosszúságú legyen, hogy a választott hűtési móddal és préselési sebességgel a szigetelésnek vagy a burkolatnak legyen ideje. hogy teljes vastagságában 60-70°-ra hűljön. Az elégtelen hűtés a mag elmozdulásához vagy a szigetelés és a burkolat összeomlásához vezet.
21. Extrudálási vonal vezérlőpanel.
22. A hűtőfürdő után a huzal belép a vízfúvás és szárító berendezésbe, majd a vontatóberendezésbe és kompenzátorokon keresztül a fogadó aknába kerül. Szigetelés alkalmazásakor a kompenzátor vagy a vontatási eszköz elé száraz feszültségvizsgáló berendezést kell felszerelni.
24. Extrudáló vonal vevő.
25. Többeres kábel készítésekor az egyes szigetelt magokat csavarják. A szigetelt magok kábelbe csavarása az erősáramú kábelek gyártása során történhet lecsavarással vagy anélkül. Kicsavarás nélküli csavaráskor a mag spontán további csavarodása következik be a saját tengelye körül. Ez a fázisszigetelés deformálódásához, következésképpen további hibák kialakulásához vezet, ráncok és horpadások formájában. Ez a jelenség különösen nagy keresztmetszetű és nagy szigetelésvastagságú vezetékek csavarásakor figyelhető meg.
A csavarás olyan csavarási folyamat, amelyben a szigetelt magok csavarodási iránya egybeesik a szigetelt mag külső rétegében lévő vezetékek csavarodási irányával. A kicsavarodás alatt egy csavarodási folyamatot értünk, amelyben ezek az irányok ellentétesek.
26. Az elősodort magok sodrását hagyományos csavarótárcsás gépeken végzik, amelyek speciális csavarószerkezettel vannak felszerelve. Ezt az eszközt gyakran tömörítő mechanizmussal kombinálják. Ebben az esetben a tömörítő hengerek amellett, hogy saját tengelyük körül forognak, a kábel tengelye körül is forognak. A fázisszigetelés az előcsavart magra kerül, így az általános csavarás után, ami lecsavarással történik, a fázisszigetelés minősége nem romlik.
27. A csavart magokat ezt követően az extrudáló vezetékhez vezetik az általános szigetelés felviteléhez.
28. A szigetelés felhelyezése után a kábelt tápláljuk a táguláshoz. Itt átmegy minőségellenőrzésen és be van csomagolva.
29. Szállításra szánt késztermékek.
A kábelgyártási folyamat több szakaszra bontható: a munkadarab lépésről lépésre történő megrajzolása és lyukasztása, szigetelés és burkolat felhordása, bővítés, szállítás. Kövessük sorban:
Először is, általános nézet a két műhelyről, amelyekben a gyártás fő szakaszai zajlanak.
1. Pálcarajzoló és csavaró műhely. Itt történik a kábel- és huzaltermékek (CPP) előállításának fő nyersanyaga, a rézhuzal elsődleges feldolgozása.
2. Műhely szigetelés és burkolat felhordásához. Ebben a műhelyben extrudáló sorok találhatók, ahol a rézdarabok késztermék formáját öltik. 
Az üzem rézrudat kap, amelyet folyamatos öntéssel és rézkatódokból hengerléssel állítanak elő. A huzalrúd egy durva, általában nagy átmérőjű darab, amelyet további huzalgyártáshoz használnak.
3. Durva húzógép VM-13. Rézrúd huzalba húzására tervezték. A húzás a fémek hidegalakításának folyamata, amelynek során a megmunkált huzal vagy más munkadarab áthalad egy húzószerszámon (szerszámon), és felveszi belső csatornájának alakját és méreteit, a keresztmetszetnél kisebb keresztmetszettel. munkadarab. A keresztmetszet csökkentése a vezeték hosszának növekedéséhez vezet. Ezt a gépet 9 mm-es átmérőtől 1,6-4,3 mm-ig terjedő átmérőjű rajzolásra tervezték. 
4. A Nihoff rajzkomplexum általános képe. 12 szálas húzógép rézhuzal finom-közepes gombolyaggá húzására. Ez egy üres szál további csavaráshoz. Ezzel kezdetét veszi a rugalmas többeres kábelek gyártásának. 
5. A húzás során hideg keményedés lép fel, ami rontja a vezeték elektromos vezetőképességét. Valamint a húzás során megváltoznak a fém plasztikus tulajdonságai: megerősödik (keményedik), megváltozik a szerkezete, a fém szemcséi a húzás irányában összetörnek, azaz textúra keletkezik. A „keményedés” eltávolítása és a puha huzal előállítása úgy érhető el, hogy a fémet egy bizonyos hőmérsékletre melegítjük, adott ideig tartjuk és szobahőmérsékletre hűtjük. Ebben az esetben a fém ismét képlékeny lesz.
A fém hőkezelését, amelynek során visszanyeri eredeti tulajdonságait, hőkezelésnek nevezzük. Az izzítás hőmérséklete és időtartama a huzal tulajdonságaitól és méretétől függ. A rézhuzal oxidáció elleni védelme érdekében speciális gőz- vagy vákuumkemencékben lágyítják. A huzalgombolyagot egy áteresztő izzító berendezésen vezetik át, ami időt takarít meg, mivel nem alkalmaz tokos kemencés izzítást. 
6. Az izzítás után a kész gombolyagot technológiai tartályra tekerjük. Itt jól látható az elrendezési mechanizmus, amely egy meghajtóból és egy elrendezési eszközből áll. A termék lerakása azáltal történik, hogy a terítő a fogadó orsó tengelye mentén egy fordulatig mozog, amely megegyezik a fogadott termék átmérőjével. A fogadó orsó fordulatszámának csökkenésével a szóró mozgási sebessége is csökken. 
7. Üres orsók. 
8. A következő szakaszban a több aktív nyereményből származó gombolyagot egy csavarógépbe táplálják, ahol a gombolyagot egy szálká csavarják, amely a PVS, ShVVP, VP-3 márkájú vezetékek gyártásához szükséges. A sodrás a kábelgyártás egyik leggyakoribb technológiai folyamata. Az áramvezető vezetékeket és a csupasz vezetékeket az egyes vezetékekből csavarják.
Vagy a kábeleket és vezetékeket szigetelt magokból csavarják, vagy (kommunikációs kábelek gyártása során) azok alkatrészeit - csoportokat, kötegeket, amelyekből a kábeleket viszont csavarják. Ebben a folyamatban egyes elemeket (huzal, szálak, csoportok, kötegek) kombinálnak, amelyekben mindegyik csavarvonalban helyezkedik el a központi (egy vagy több) elem körül. 
9. Forgó vevőkészülékkel ellátott csavarógép belső részei. A sodrott szálakat egy technológiai tartályra tekercseljük kész szálká. A csavarás két mozgás kombinációja eredményeként történik: lineáris (transzlációs) és forgó.
Ebben az esetben a forgatás az óramutató járásával megegyezően és azzal ellentétes irányban is elvégezhető. A csavarás irányát a csavart termékben lévő elemek fordulatainak elrendezése alapján ítéljük meg. A csavart balkezesnek nevezzük, ha a csavar minden eleme a tengely mentén nézve jobbról felfelé balra halad, és jobbra, ha az elem pályája balról felfelé halad. 
10. A közelben van egy DHC finom-közepes rajzgép. Ellentétben a Nihoff-fal, egy magot húz be hőkezeléssel menetenként. 
11. A rajz után kapott munkadarab. 
12. Bekerül a szálcsavaró gépbe, passzív kifizetésen keresztül. A megtérülések passzívra és aktívra különböztethetők meg a munkadarab dobból való visszatérésének elve alapján. A kifizetés fő feladata a munkadarab egyenletes tekercselésének biztosítása állandó sebességgel és feszültséggel. 
13. A sodrógép eleme, amelyen a huzal áthalad a csavarás előtt. 
14. 
15. Kész pászma, előkészítve a szigetelés felvitelére. 
16. Aktív adagoló, amelyből a szálat az extrudáló sorba táplálják. 
17. PVC műanyag keverék granulátumban. Anyag szigetelés és burkolat felhordásához. A kábeliparban használt polivinil-klorid műanyag keverék polivinil-klorid gyanta (polivinil-klorid) keveréke, amelyet vinil-klorid lágyítókkal, stabilizátorokkal, töltőanyagokkal és egyéb összetevőkkel történő polimerizálásával nyernek. 
18. Extrudáló sor. A szigetelő és műanyag héjak felhordására szolgáló egység extruderből, kimeneti, vonó- és fogadóberendezésekből, hűtőfürdőből, vezérlő- és vezérlőberendezésekből áll. A kimeneti eszközből a huzal, csavart mag vagy a hüvely számára szolgáló nyersdarab belép az extruderfejbe. A felszálló berendezés fékezőberendezése arra szolgál, hogy a magot folyamatosan megfeszítse, és megakadályozza, hogy a dob vagy a huzaltekercs letekeredjen az egység leállítása vagy az extrudálási sebesség csökkentése esetén.
Először a műanyag granulátumokat egy csavarban homogén masszává olvasztják. A jobb tapadás és a légzárványok kialakulásának megakadályozása érdekében a magon, különösen polietilén szigetelés alkalmazásakor, az extruderfej elé egy berendezést szerelnek fel, amely a magot egy görgőrendszeren keresztül elektromos árammal melegíti, amelyre a szükséges feszültséget kapcsolják. . A 100-150°C-ra melegített mag belép az extruderfejbe. 
19. Extruder (féregprés). Az extruderfejnél az olvadt műanyagot a tüske és a szerszám közötti gyűrű alakú résen keresztül héj formájában extrudálják, és felviszik a huzalra. 
20. Az extruderfej mögött elhelyezett csapvizes hűtőfürdő, amelybe a műanyag burkolat felhelyezése után a vezeték vagy kábel bekerül, olyan hosszúságú legyen, hogy a választott hűtési móddal és préselési sebességgel a szigetelésnek vagy a burkolatnak legyen ideje. hogy teljes vastagságában 60-70°-ra hűljön VELÜL. Az elégtelen hűtés a mag elmozdulásához vagy a szigetelés és a burkolat összeomlásához vezet. 
21. Extrudálási vonal vezérlőpanel. 
22. A hűtőfürdő után a huzal belép a vízfúvás és szárító berendezésbe, majd a vontatóberendezésbe és kompenzátorokon keresztül a fogadó aknába kerül. Szigetelés alkalmazásakor a kompenzátor vagy a vontatási eszköz elé száraz feszültségvizsgáló berendezést kell felszerelni. 
23. 
24. Extrudáló vonal vevő. 
25. Többeres kábel készítésekor az egyes szigetelt magokat csavarják. A szigetelt magok kábelbe csavarása az erősáramú kábelek gyártása során történhet lecsavarással vagy anélkül. Kicsavarás nélküli csavaráskor a mag spontán további csavarodása következik be a saját tengelye körül. Ez a fázisszigetelés deformálódásához, következésképpen további hibák kialakulásához vezet, ráncok és horpadások formájában. Ez a jelenség különösen nagy keresztmetszetű és nagy szigetelésvastagságú vezetékek csavarásakor figyelhető meg.
A csavarás olyan csavarási folyamat, amelyben a szigetelt magok csavarodási iránya egybeesik a szigetelt mag külső rétegében lévő vezetékek csavarodási irányával. A kicsavarodás alatt egy csavarodási folyamatot értünk, amelyben ezek az irányok ellentétesek. 
26. Az elősodort magok sodrását hagyományos csavarótárcsás gépeken végzik, amelyek speciális csavarószerkezettel vannak felszerelve. Ezt az eszközt gyakran tömörítő mechanizmussal kombinálják. Ebben az esetben a tömörítő hengerek amellett, hogy saját tengelyük körül forognak, a kábel tengelye körül is forognak. A fázisszigetelés az előcsavart magra kerül, így az általános csavarás után, ami lecsavarással történik, a fázisszigetelés minősége nem romlik. 
27. A csavart magokat ezt követően az extrudáló vezetékhez vezetik az általános szigetelés felviteléhez. 
28. A szigetelés felhelyezése után a kábelt tápláljuk a táguláshoz. Itt átmegy minőségellenőrzésen és be van csomagolva. 
29. Szállításra szánt késztermékek. 
Cikkek a témában